Изобретение относится к устройствам для питания стеклоформующих машин порциями стекломассы при выработке стеклоизделий преимущественно большого веса.
Известен вакуумный питатель для набора дозированной порции расплавленной стекломассы из стекловаренной печи и подачи ее в стеклоформующую машину, содержащий остов, иа ползуне которого закреплена наборная головка, соединенная с системой вакуумирования, нож и привод. При этом наблюдаются значительные отклонения выдаваемой капли стекломассы по весу.
Повышение точности дозирования стекломассы достигается тем, что наборная головка снабжена вставным стаканом с полостью в виде усеченного конуса, в низу которой выполнена кольцевая щель, сообщенная с вакуумом, а нож смонтирован на держателе, закрепленном с помощью пальца и шаровых пят на ползуне остова.
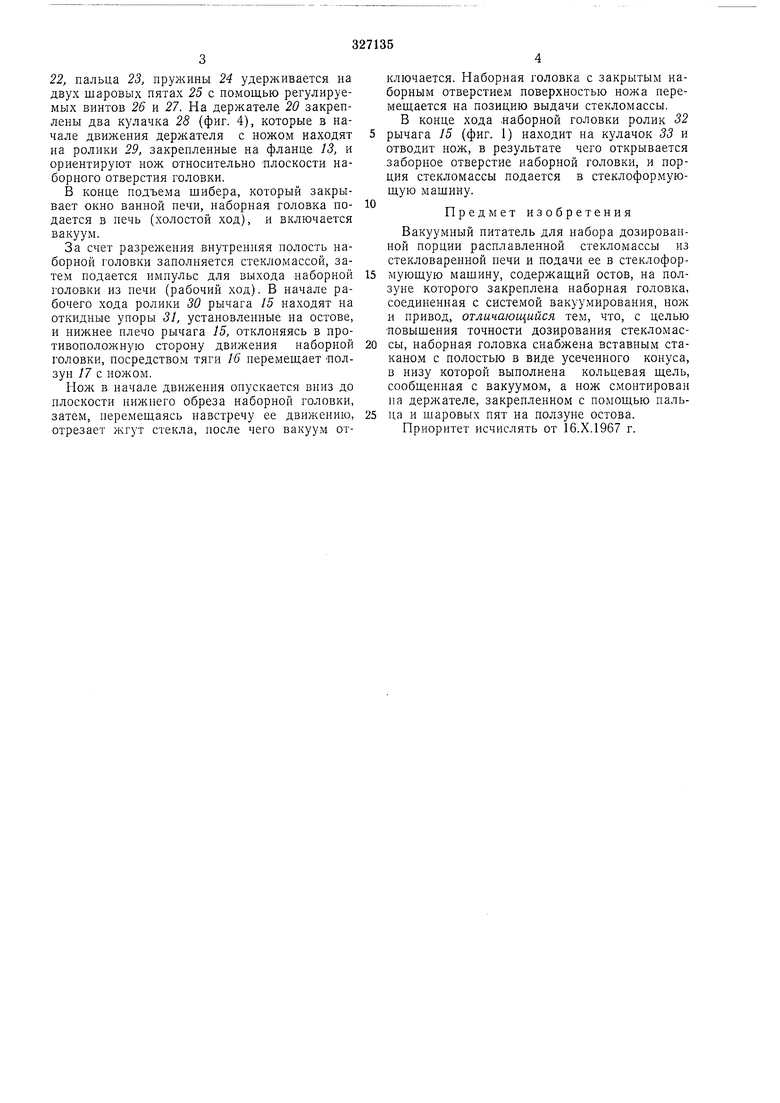
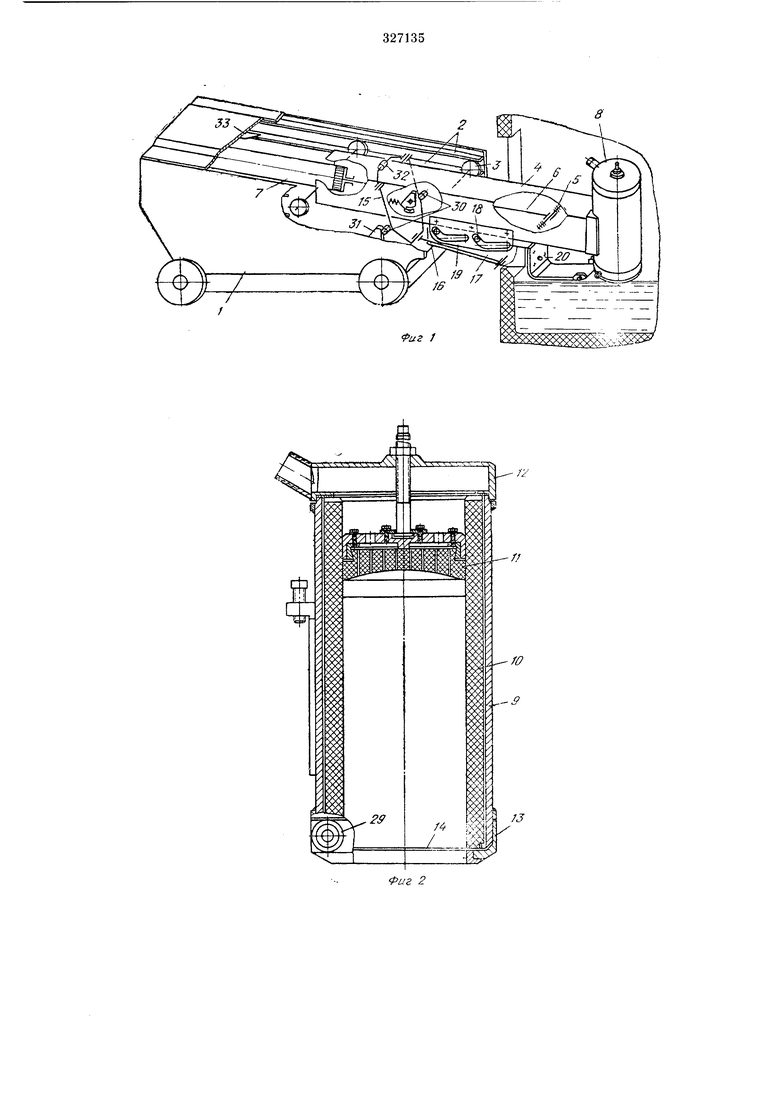
На фиг. 1 представлен общий вид вакуумного питателя; на фиг. 2 - наборная головка; на фиг. 3 - крепление ножа (вид сбоку); на фиг. 4 - крепление ножа (вид в плане).
Питатель вакуумный содержит остов 1, на стойках которого в направляющих 2 на четырех катках 3 устанавливается хобот 4. Хобот посредством пальца 5 соединен со штоком 6 гидроцилиндра 7. Гидроцилиндр 7 крепится к
задней стенке остова. На конце .хобота крепится наборная головка 8.
Наборная головка содержит цилиндрический корпус 9, в который вставлен стакан 10 с конической внутренней полостью из л аростойкого материала.
В верхней части стакана 10 помещена кассета 11 со щелями, через которые рабочая полость паборной головки сообщается с вакуумом.
Корпус 9 свер.ху посредством болтов герметично закрыт крышкой 12, в центре которой имеется винт, посредством которого, перемещая кассету 1L можно изменять объем рабочей полости наборной головки.
В крышке 12 имеется отверстие для подвода вакуума. К корпусу S крепится фланец 13, через центральное отверстие которого засасывается и выдается стекломасса, а образованная
торцовыми поверхностями фланца 13 и стакана 10 кольцевая щель 14, к которой подведен вакуум, предупреждает разброс стекломассы и обеспечивает точную дозировку ее в процессе работы.
Нижнее плечо рычага 15, установленного
на хоботе 4, посредством тяги 16 соединяется
с ползуном 17, который на четырех роликах
22, пальца 23, пружины 24 удерл-сивается на двух шаровых пятах 25 с помощью регулируемых винтов 26 и 27. На держателе 20 закреплены два кулачка 28 (фиг. 4), которые в начале движения держателя с ножом находят на ролики 29, закрепленные на фланце 13, и ориентируют нож относительно плоскости наборного отверстия головки.
В конце подъема шибера, который закрывает окно ванной печи, наборная головка подается в печь (холостой ход), и включается вакуум.
За счет разрежения внутренняя полость наборной головки заполняется стекломассой, затем подается импульс для выхода наборной головки из печи (рабочий ход). В начале рабочего хода ролики 30 рычага /5 находят на откидные упоры 31, установленные на остове, и нижнее плечо рычага 15, отклоняясь в противоположную сторону движения наборной головки, посредством тяги 16 перемеш,ает ползун П с ножом.
Нож в начале движения опускается вниз до плоскости нижнего обреза наборной головки, затем, перемещаясь навстречу ее движению, отрезает жгут стекла, после чего вакуум отключается. Наборная головка с закрытым наборным отверстием поверхностью ножа перемещается на позицию выдачи стекломассы.
В конце хода наборной головки ролик 32 рычага /5 (фиг. 1) находит на кулачок 33 и отводит нож, в результате чего открывается заборное отверстие наборной головки, и порция стекломассы подается в стеклоформующую машину.
Предмет изобретения
Вакуумный питатель для набора дозированной порции расплавленной стекломассы из стекловаренной печи и подачи ее в стеклоформующую машину, содержащий остов, на ползуне которого закреплена наборная головка, соединенная с системой вакуумирования, нож и привод, отличающийся, тем, что, с целью повышения точности дозирования стекломассы, наборная головка снабжена вставным стаканом с полостью в виде усеченного конуса, в низу которой выполнена кольцевая щель, сообщенная с вакуумом, а нож смонтирован па дерл ателе, закрепленном с помощью пальца и шаровых пят на ползуне остова. Приоритет исчислять от 16.Х.1967 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумный питатель | 1977 |
|
SU698933A1 |
| Вакуумный питатель | 1956 |
|
SU108941A1 |
| Вакуумный питатель | 1960 |
|
SU137644A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СТЕКЛОМАССЫ | 1991 |
|
RU2031088C1 |
| НАБОРНАЯ ГОЛОВКА ВАКУУМНОГО ПИТАТЕЛЯ СТЕКЛОФОРМУЮЩИХ МАШИН | 1972 |
|
SU346242A1 |
| Вакуумная наборная головка | 1973 |
|
SU455070A1 |
| Вакуумный питатель стеклоформующей машины | 1980 |
|
SU885159A1 |
| Питатель стекломассы | 1980 |
|
SU903309A1 |
| Двухкапельный питатель стеклоформующих машин | 1974 |
|
SU540827A2 |
| Устройство для отрезки порции стекломассы | 1973 |
|
SU516657A1 |
22
27
23
-cc:
Фиг 4
