(54) ВАКУУМНЫЙ ПИТАТЕЛ1з

| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНЫЙ ПИТАТЕЛЬ | 1972 |
|
SU327135A1 |
| Вакуумный питатель | 1956 |
|
SU108941A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СТЕКЛОМАССЫ | 1991 |
|
RU2031088C1 |
| Вакуумный питатель | 1960 |
|
SU137644A1 |
| Вакуумный питатель стеклоформующей машины | 1980 |
|
SU885159A1 |
| Питатель стекломассы | 1980 |
|
SU903309A1 |
| Вакуумная наборная головка | 1973 |
|
SU455070A1 |
| НОЖНИЦЫ КАПЕЛЬНОГО ПИТАТЕЛЯ СТЕКЛОМАССЫ | 1992 |
|
RU2036170C1 |
| НАБОРНАЯ ГОЛОВКА ВАКУУМНОГО ПИТАТЕЛЯ СТЕКЛОФОРМУЮЩИХ МАШИН | 1972 |
|
SU346242A1 |
| Устройство для набора стекломассы | 1976 |
|
SU654553A1 |
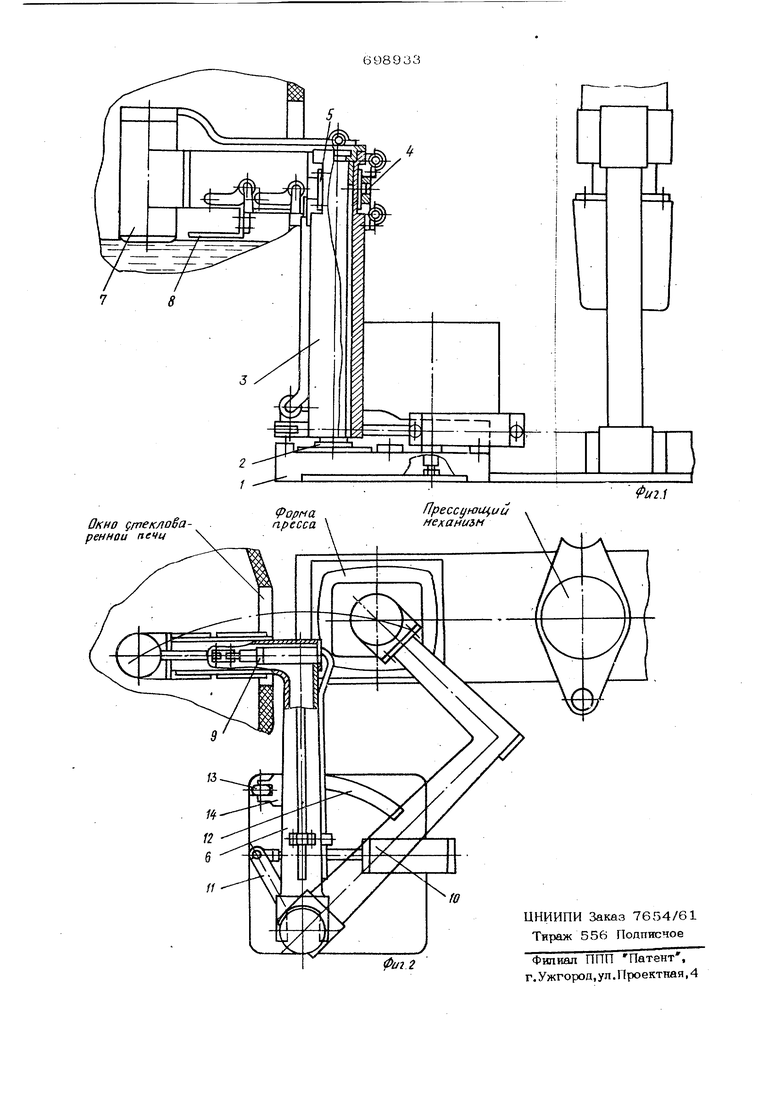
Изобретение относится к промышленности строительства и строительных материалов, в частности, к устройствам для питания стеклоформующих машин порциями стекломассы при выработке стеклоизделий. Известны вакуумнь1е питатели для набора дозированной порции расплавленной стекломассы из стекловаренной печи и по дачи ев в стеклоформующую машину, состоящие из остова, наборной головки, соединенной с системой вакуумировапия, ножа и привода Llj. Известный вакуумный питатель обладает недостаточной длиной хода наборной го ловки, а также тем, что наборная головка имеет параллелыюе перемещение относительно остова поэтому для того, чтобь подать порцию стекломассы наборной головкой в форму стеклоформующей машины питатель необходимо устанавливать выше формы и крепить его на машине или на специальной конструкции. Указанное услож няет конструкцию стеклоформирующей ма- ШИНЫ в делом, ухудшает ее обслужив.. В тех случаях, когда форму по каким-либо причинам установить под наборную головку не представляется возможным, увеличивают длину транспортировки порции стекломассы от ее набора в стекловаренной печи, до цодачи в форму, путем установки наклонного лотка. При транспортировке стекломассы по наклонному лотку ухудшается ее термическая однородность. Погружение наборной гмэловки в стекло- м.ассу осуществляется за счет того, что поступательное перемещение головки к зеркалу стекловаренной печи выполнено под небольшим углом, поэтому, при погружении ее в стекломассу создается нежелательное перемещение стекломассы от стенки печи к месту ее набора. Указанное способствует загрязнению стекломассы и образованию пузырей. Цель изобретения - повышение качаетва набора стекломассы за счет увеличения хода наборной головки. Поставленная цель достигается тем, что вакуумный питатель снабжен установленной на остове вертикальной колонной, соединенными шарнирно шльзой и Г-образ. ным рычагом, на котором закреплена наборная головка, смонтированная с возможностью перемещения в горизонтальной в вертикальной плоскостях от привода. На фиг. 1 представлен общий Ьид, вакуумного питателя; на фиг. 2 - вид в плане. Вакуумный питатель содержит остов 1, на котором на колонне 2, на подшипниках установлена гильза 3. На гильзе, шарнирно, посредством осей 4, б, закрепленТобразный рычаг 6, на конце которого за, креплена наборная головка 7. На рычаге 6, посредством роликов, установленных в пазах, подвешена тележка, на которой, закреплен нож 8. Возвратно-поступательное движение тележки с закрепленным на ней ножсм 8 осуществляется пневмоцилиндром 9.Качательное движение рычагу 6 в горизонтальной плоскости, обеспечивающему перемещение наборной головки 7 в стекловаренную печь и обратно на позицию выдачи стекломассы в форму стеклоформирующей К4ашины, сообщает пневмоцилиндр 10,шток которого соединен с рычагом 11 гильзы 3. Пневмоцилиндр 10 шарнирно закреплен на остове 1. Вертикальное перемещение рычага 6, погружение наборной головки в стекломассу для набора и подъема после набора, осуществляется кулачком 12, по которому обкатывается ролик 13,во время качательного движения рычага 6 в горизонтальной плоскости. Ролик 13 установлен на кронштейне 14, который закреп лен на рычаге 6. Работает питатель следующим образом. При получении импульса от синхронизатора, сжатый воздух подается в полость пнев у1оцилиндра 10 t наборная головка по дается в печь. В начале движения наборной головки в печь, ролик 13 перемещается по участку подъема кулачка 12, и наборная головка поднимается над брусом стекловаренной печи. В конце хода ролик 13 перемещается по наклонному участку кулачка 12 и наборная головка, опускаясь, по гружается в стекломассу. Импульсом от синхрсчнизатора включается вакуум. За счет разрнжения внутренняя полость наборной головки 7 заполняется стекломассой. После чего импульсом от синхронизатора подается сжатый воздух в проэнвоположную полость пневмоцилиндр а 10 и наборная головка выходит из стекловаренной печи. В начале поворота рычага 6 наборная головка 7 поднимается вверх. После подъема наборной головки 7 подается импульс от синхронизатора и сжатый воздух поступает в пневмоцилиндр 9. Нож 8, перемещаясь в направлении к наборной головке 7 обрезает тянущийся жгут стекломассы. Наборная головка 7 с закрытым наборным отверстием поверхностью ножа перемещается на пЪзицию выдачи стекломассы. В конце хода наборной головки импульсом от синхронизатора отключается вакуум. Подачей сжатого воздуха в противоположную полость цилиндра 12 отводится нож в исходное положение, открывается наборное отверстие наборной головки, и порция стекломассы из наборной головки 7 подается в форму стеклоформующей машины. Форм, ула изобретения Вакуумный питатель для набора дозированной порции стекломассы, содержащий, остов, наборную головку, соединенную с системой вакуумирования, нож и привод, отличающийся тем, что, с цел,ью повышения качества набора стекломассы за счет увеличения хода наборной головки, он снабжен установленной на остове вертикальной колонной, соединенными щарнирно гильзой и Г-образным рычагом, на котором закреплена наборная головка, cMOHi-ированная с возможностью перемещения в горизонтальной н вертикальной плоскостях от привода. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 327135. кл. С 03 В 5/40, 1970.
