(54) ВАКУУМНЫЙ ПИТАТЕЛЬ СТЕКЛОФОРМУЮЩЕЙ МАШИНЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Питатель стекломассы | 1980 |
|
SU903309A1 |
| Вакуумный питатель | 1956 |
|
SU108941A1 |
| Вакуумный питатель | 1977 |
|
SU698933A1 |
| Вакуумный питатель | 1960 |
|
SU137644A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СТЕКЛОМАССЫ | 1991 |
|
RU2031088C1 |
| ВАКУУМНЫЙ ПИТАТЕЛЬ | 1972 |
|
SU327135A1 |
| Устройство для отрезки порции стекломассы | 1973 |
|
SU516657A1 |
| Устройство для набора стекломассы | 1976 |
|
SU654553A1 |
| АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ | 1972 |
|
SU338495A1 |
| Наборная трубка | 1960 |
|
SU134830A1 |
I
Изобретение относится к устройствам для питания жидкой, стекломассой стеклоформующих мшпин, например, для производства стеклодеталей электронно-лучевых трубок.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является вакуумный питатель расплавленной стекломассой стеклоформуклцих машин, содержащий основание, вакуумную наборную головку, закрепленную на валу с винтовым пазом, средство для перемещения головки по направляющим, нож для отреза на6ирае1«|1х порций стекломассы tljНедостаток питателя заключается в том, что головка питателя вызывает охлаждение стекломассы в месте набора, однако до определенной производительности температурная однородность набираемой стекломассы существенно не нарушается, а при увеличении производительности стекломассы, охлажденная при наборе, не успевает
нагреваться за время между наборами, что вызывает нарушение температурной однородности набираемой порции. При отрезке стекломассы, тянущейся за наборной головкой, в расплав попадают воздушные пузыри, которые при превышении определенной производительности не успевают вьйти из расплава и попадают в набираемую порцию. Из неоднородной стекломассы и стекломассы со10держащей пузыри формуют, как правило, бракованные изделия.
Кроме того, при формовании стеклоизделий, к качеству которых предьявляют низкие требования, производиtsтельность питателя также ограничивается перегревом наборной головки.
Цель изобретения - улучшение качества стекломассы.
Указанная цель достигается тем,
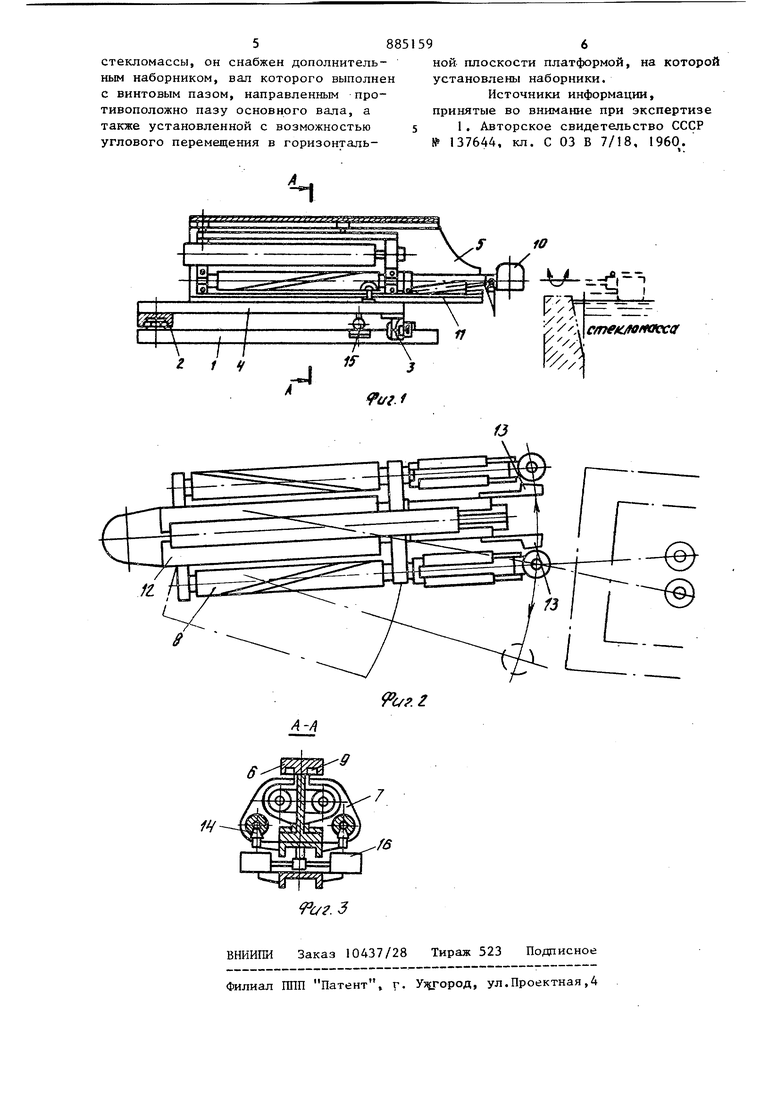
го что вакуумный питатель стеклоформующей машины, содержащий основание, направляющие, по которым перемещается наборник в виде каретки, осна38щенной головкой на валу с винтовым пазом и ножом, снабжен дополнительным наборником, вал которого выполнен с винтовым пазом, направленным противоположно пазу основного вала, а также установленной с возможностью углового перемещения в горизонтальной плоскости платформой, на которой установлены наборники. На фиг. представлен вакуумный питатель, общий вид, разрез , на фиг. 2то же, план; на фиг.З - разрез А-А на фиг,1. На основании 1 с помощью шарнира 2 и катков 3 установлена подвижная платформа 4, на которой закреплено основание 5 с направляющими 6. Б направляющих собраны наборники в виде кареток 7, несущих валы 8, изготовленные с винтовыми пазами противоположного направления, в ролики 9. На валах 8 закреплены наборные головки 10 и механизм открывания крышек 1. Каждая каретка снабжена цилиндром i 2 для ее перемещения по направляющим 6 и ножом 3 для отреза набранной стекломассы от расплава. В винтовых пазах 8 помещены ролики 14, кронштейны которых закреплены на платформе 1 Для углового перемещения платформы 4 имеются цилиндры 15, общий шток которых соединен с роликом 16, установленным на платформе. Управление рабо той цилиндров питателя, которые могут быть как пневматическими, так и гидравлическими, осуществляется от командоаппарата (не показан). Вакуумный питатель работает следую щим образом. В исходном положении платформа 4 находится в одном из крайних угловых положений, при этом в каком бы крайнем положении не находилась платформа, вертикальная ось соответствующей наборной головки О совпадает с осью приемного устройства стеклоформующей машины. При подаче команды на работ питателя шток цилиндра 12 перемещает каретку 7 к печи. Вместе с кареткой перемещается и разворачивается вокру оси вал 8, поворот которого происходит за счет взаимодействия винтового паза с роликом 14. В крайнем положении в печи очко наборной головки 10 вводится в расплав стекломассы. В по лости головки 10 создается разрежени и порция стекломассы засасывается в головку, после чего в цилиндр 12 подается команда на возврат из печи. При обратном движении вал 8 разворачивается в противоположную сторону, при этом очко наборной головки 10, перемещаясь относительно ножа 13, отрезает стекломассу, тянущуюся за наборной головкой. Наборная головка 10 останавливается над приемным устройством стеклоформующей машины, механизм открывания крьшки 1I открывает наборную головку 10 и порция стекломассы перемещается из головки 10 в приемное устройство, затем шток цилиндра 15 перемещает платформу 4 в другое угловое положение. Другую наборную головку устанавливают над осью приемного устройства. Далее работа устройства повторяется, при этом набор стекломассы с поверхности расплава производится уже в другом мест, а наборная головка при обратном ходе разворачивается в другую сторону за счет противоположного направления винтового паза вала 8. Таким образом, набор стекломассы производится из двух различных мест поверхности расплава и двумя различными головками, что позволяет удвоить производительность питателя при сохранении гомогенности выбираемой стекломассы, так как расплав в местах набора за время между наборами стекломассы успевает восстановить температуру, а наборные головки не переохлаждаются. Противоположное направление винтовых пазов в валах позволяет упорядочить укладку хвостов стекломассы, отрезаемых от наборных головок, т.е. укладывать их симметрично относительно мест набора и тем самым согласовывать их движение на поверхности расплава с стекломассы, вызываемыми перемещением наборных головок. Указанная особенность способствует перемешиванию стекломассы в местах набора и выходу пузырей, попадающих в расплав при отрезке, что способствует повьшению качества набираемой стекломассы. Формула изобретения Вакуумный питатель стеклоформующей машины, содержащий основание, направляюш:ие, по которым перемещается наборник в виде каретки, оснащенной головкой на валу с винтовым пазом и ножом, отличающийся тем, что, с целью улучшения качества
стекломассы, он снабжен дополнительным наборником, вал которого выполнен с винтовым пазом, направленньп противоположно пазу основного вала, а также установленной с возможностью углового перемещения в горизонтальной- плоскости платформой, на которой установлены наборники.
Источники информации, принятые во внимание при экспертизе
