Изобретение относится к области прессования труб из углеродистых, низколегированных и нержавеющих сталей, в частиости к смазкам для этого процесса.
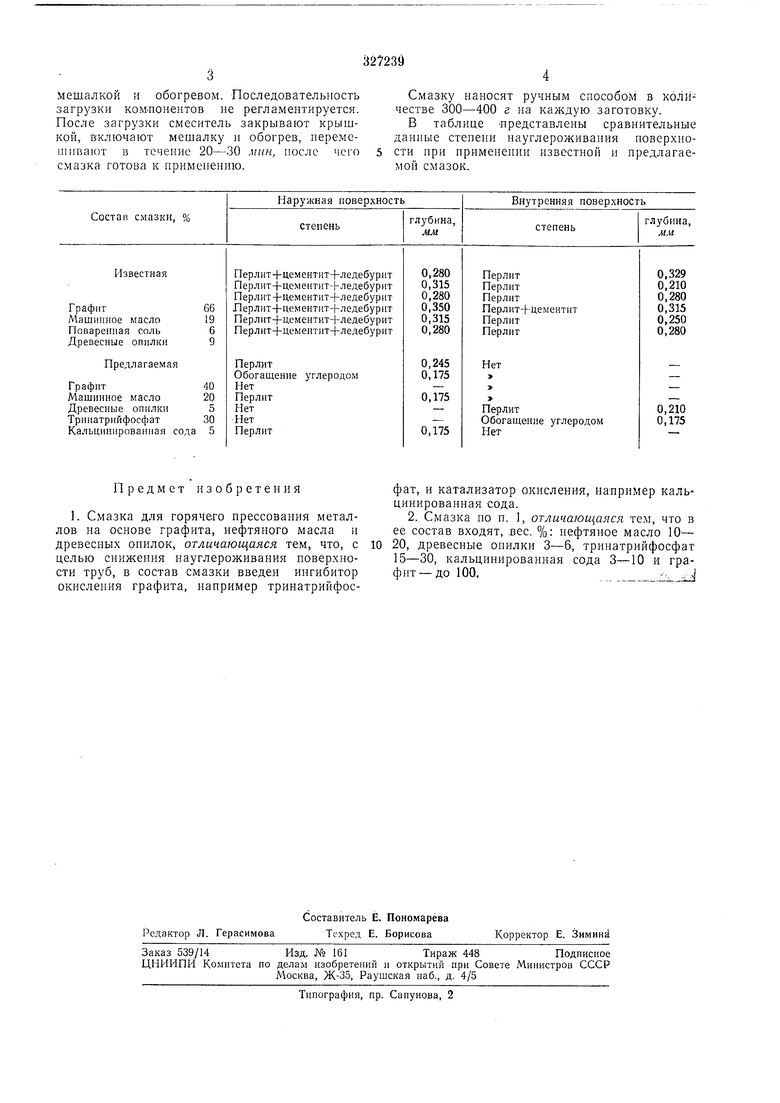
Известна смазка для горячего ирессоваиия труб, содержащая, %: графит 66, маипшпое масло 19, иоваренпую соль 6 и древесные 01ИИЛКИ 9. Такая смазка обеснечивает технологический процесс прессования и качество новерхпости изделий, ио .имеет ряд существенных недостатков - науглероживание поверхности изделий, что требует больищх затрат на последующую термообработку, а также больщая загазованность рабочих мест.
Цель настоящего изобретения заключается в подборе смазки состава, обеспечивающего исключеиие или снижение степеии иауглероживания поверхности труб :нри прессовании, а также в улучшении условий труда.
Поставленная цель достигается иутем добавки ингибитора окисления графита, например тринатрийфосфата, буры, бориой кислоты и катализатора окисления, например, кальцинированной соды.
В результате введения таких добавок в графито-масляную смазку резко снижается или полностью исчезает науглероживание поверхности труб, что улучшает их качество и снижает затраты на дополнительную термообработку, а также улучшаются условия труда.
Исследуя Процесс науглероживапии с iip;iмененнем в качестве составляюп1его компонента графито-масляиой смазки термоокпсленного графита (обработки при температуре 950°С), устаиовлено увеличение степени и глубины науглероживания до 0,385 мм.
Поэтому для создания макснмальных условий по снижению науглероживания реакцию окисления углерода (графнта) необходнмо удерж.нвать в состоящщ равиовесня, чгобы не допустить образования всех форм окисленного графита (СО и СОа).
Это достигается лишь иутем одноврсмонного -введения в смазку оиределенного количества ингибитора и катализатора окислигельного процесса.
Состав смазк1Г, вес. %, приведен пнже:
10-20
машинное масло 3-6 древесные опилки
15-30 тринатрнйфосфат 3-10 кальцинирова 1ная сода графит
остальное
Д9 100
мешалкой и обогревом. Последовательность загрузки коМПОнентов не регламентируется. После загрузки смеситель закрывают крышкой, включают мешалку и обогрев, перемешивают в течение 20-30 лтн, после чего смазка готова к применению.
Смазку наносят ручным способом в количестве 300-400 г на каждую заготовку.
В таблице представлены сравнительные данные степени науглероживания поверхности нри применении известной и предлагаемой смазок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячей обработки металлов | 1975 |
|
SU523135A1 |
| Смазку для горячей обработки металлов | 1974 |
|
SU499291A1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2009 |
|
RU2424870C2 |
| Защитно-смазывающая шлакообразующая смесь | 1977 |
|
SU622562A1 |
| Экзотермическая шлакообразующая смесь | 1980 |
|
SU1036434A1 |
| Смазка для горячего прессования металлов | 1980 |
|
SU891762A1 |
| ЗАЩИТНО-СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2019 |
|
RU2741047C1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ДЕФОРМАЦИИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2007 |
|
RU2368649C2 |
| УНИВЕРСАЛЬНАЯ МОЮЩАЯ КОМПОЗИЦИЯ "ГЕНС" | 2009 |
|
RU2452769C2 |
| ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ^i = .;;!:ii;i.:;'- .,'il-K:-.'':-'Li':A:^^.;r •[••:yi-':!>&. | 1965 |
|
SU167940A1 |
Предмет изобретения
