Изобретение касается технологических смазок для горячей обработки металлов давлением и может быть применено в области прессования труб на вертикальных механических прессах.
В настоящее время на вертикальных механических прессах для прессования труб примепяется смазка на основе графита и хлористого натрия. Смазка указанного состава приводит к науглероживанию поверхности труб, что недопустимо и требует дополнительной технологической операции - термообработки для удаления науглероженного слоя. При этом потери металла труб за счет образования окалины доходят до 3%.
Известно также, что при применении графитосодержащей смазки вводят комбинированные добавки, способствующие более полному окислению графита и ограничивающие контакт углерода с металлом. Эти смазки в своем составе помимо графита и добавок пиролюзита содержат бентонитовую глину, полистирол, трихлорэтилен. Такие смазки несколько снижают степень науглероживания прессованных изделий, однако полностью предотвратить его не могут, т. к. в своем составе содержат основной науглероживающий компонент - графит.
Известны смазки на основе конденсированных фосфатов, а также триполифосфата натрия для процессов горячей обработки металлов давлепием, в частности прессования труб. Однако смазки на основе фосфатов наносятся на поверхность нагретой трубной гильзы предварительно с целью оплавления и равномерного распределения в очаге деформации. Для прессования труб на вертикальных механических прессах, когда процесс прошивки трубной заготовки и последующее ее прессование осуществляется одновременно, смазки на основе полифосфатов не являются технологичными, т. к. при требуемом способе подачи смазки пепосредственно в начале процесса прессования на торец нагретой до ИЗО- 1200°С заготовки не обеспечивается ее равномерное нанесение. Отсутствие смазки на отдельных участках приводит к значительному износу инструмента и браку прессованных изделий. Кроме этого известные смазки не могут быть использованы при прессовании па вертикальных прессах, т. к. реагируют с прессуемым металлом в процессе прошивки пеокисленного металла и приводят к браку впутренней поверхности прессованных изделий.
С целью устранения науглероживания, улучшения качества прессованных изделий и обеспечения технологичности смазки предлагают вводить в смазку на основе триполифосфата окислы железа, минеральное масло,
древесные опилки и соле-вую эвтектику, содержащую 31 вес. % хлорида натрия, 54 вес. % карбоната натрия и 15 вес. % фторида натрия при следующем соотношении компонентов смазки, вес. %: Триполифосфат натрия64-75
Окислы железа4-8
Минеральное масло («Вапор) 15-25 Солевая эвтектика1,5-1,7
Древесные опилки2-3,8
Используемая солевая эвтектика имеет температуру плавления 575°С и снижает температуру плавления смазки в целом с 930 до 720°С.
Минеральное масло («Вапор) предотвращает выброс смазки из контейнера пресса в начале прессования, повышает адгезию смазки к технологическому инструменту и, самое важное, обеспечивает необходимую пластичность смазки, благодаря чему смазка проникает в зазор между инструментом и заготовкой.
Наличие окиси железа в указанных пределах делает смазку нейтральной по отношению к прессуемому металлу. Окись железа может быть заменена па окалину, образующуюся при нагреве углеродистых и малолегированных сталей и состоящую также из окислов железа, измельченную до крупности частиц не более 0,1 мм. Это способствует удешевлению технологической смазки.
Наличие древесных опилок в составе смазки сообщает ей рыхлость и способствует увеличению пластичности.
Предлагаемая смазка наносится на поверхность трубной заготовки в процессе прессования по принятой на вертикальных прессах технологии. Для этого порция смазки (250-
300 г) подается на торец нагретой заготовки в контейнер вертикального трубопрофильного пресса перед каждым прессованием.
Приготовление смазки предусматривает тщательное перемещивание входящих в смазку компонентов в механическом смесителе в течение 45 мин при .одновременном подогреве до 60-80°С.
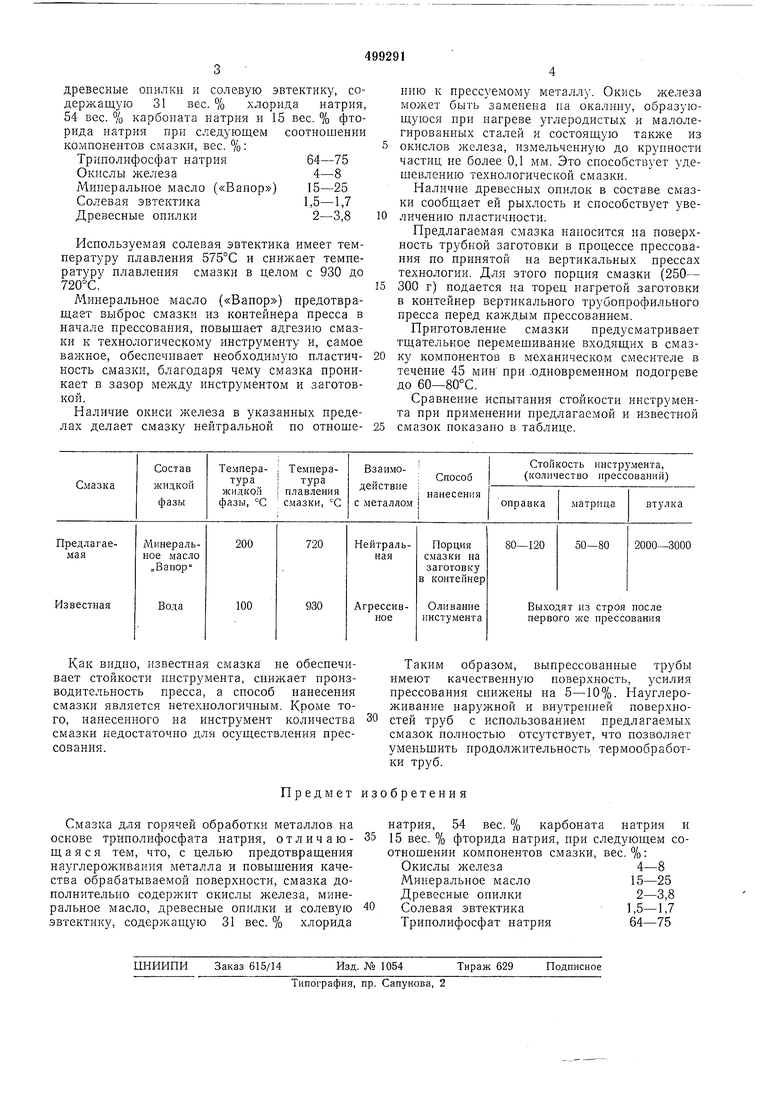
Сравнение испытания стойкости инструмента при применении предлагаемой и известной
смазок показано в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячей обработки металлов | 1975 |
|
SU523135A1 |
| Смазка для горячего прессования металлов | 1977 |
|
SU696047A1 |
| Стеклосмазка для горячей деформации металлов | 1978 |
|
SU681909A1 |
| Смазка для горячего прессования металлов | 1976 |
|
SU602538A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ | 1999 |
|
RU2166394C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОСПЛАВНЫХ ТРУБ | 1999 |
|
RU2168382C1 |
| Стеклосмазка для горячей деформации металлов | 1978 |
|
SU681910A1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ ИЗ ТИТАНА, ЦИРКОНИЯ И ИХ СПЛАВОВ | 2008 |
|
RU2381855C2 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2298581C2 |
| Смазка для горячего прессования металлических сплавов | 1987 |
|
SU1505964A1 |
