(54) СМАЗКА ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ЖТАЛЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячего прессования металлов | 1977 |
|
SU696047A1 |
| Стеклосмазка для иглы при горячем прессовании труб и полых профилей | 1976 |
|
SU568673A1 |
| Смазка для горячего гидропрессования металлов | 1983 |
|
SU1113403A1 |
| Стеклосмазка для иглы при горячем прессовании полых изделий | 1977 |
|
SU654676A1 |
| Смазка для горячей обработки металлов | 1975 |
|
SU523135A1 |
| Стеклосмазка для горячей деформации металлов | 1978 |
|
SU681909A1 |
| Стеклосмазка для прошивки стальных заготовок | 1977 |
|
SU710246A1 |
| Смазка для горячего прессования металлов | 1976 |
|
SU602538A1 |
| Смазку для горячей обработки металлов | 1974 |
|
SU499291A1 |
| Смазка для горячей прокатки металлов | 1978 |
|
SU721467A1 |
I
Изобретение относится к обработке металлов давлением, в частности к технологическим смазкам, для горячего прессования металлов, и может быть использовано при производстве методом горячего прессования изделий из порошковых материалов.
При горячем прессовании изделий из порошковых материалов смазку наносят на заготовку, последнюю нагревают, а затем осуществляют ее прессование.
Вследствие того, что поверхность заготовок из порошковых материалов является пористой, то применяемые смазки должны одновременно с удовлет- ворительными антифрикционными свойствами обладать также хорошими защитными свойствами от окисления.
Известно применение при обработке металлов давлением смазочных композиций на основе графита с различными добавками водных масляных суспензий.
Известна смазка , содержащая, вес.%:
Графит 25-35 Бура 11-13 Сернорсислый кадмий 11-15 Тальк . 5-6 Алкиларилсульфонат 1-2 Вода . Остальное Известна также смазка 2, содержащая, вес.%:
10
Графит 30-35 П ОЛИ акриламид .8-10 Вода Остальное
Недостатком графитсодержащих сме
15 зок является их высокая науглерожиь ющая способность, а в случае горяче прессования заготовок из порошковых материалов, поверхность которых бол пористая, чем литых, имеется большая
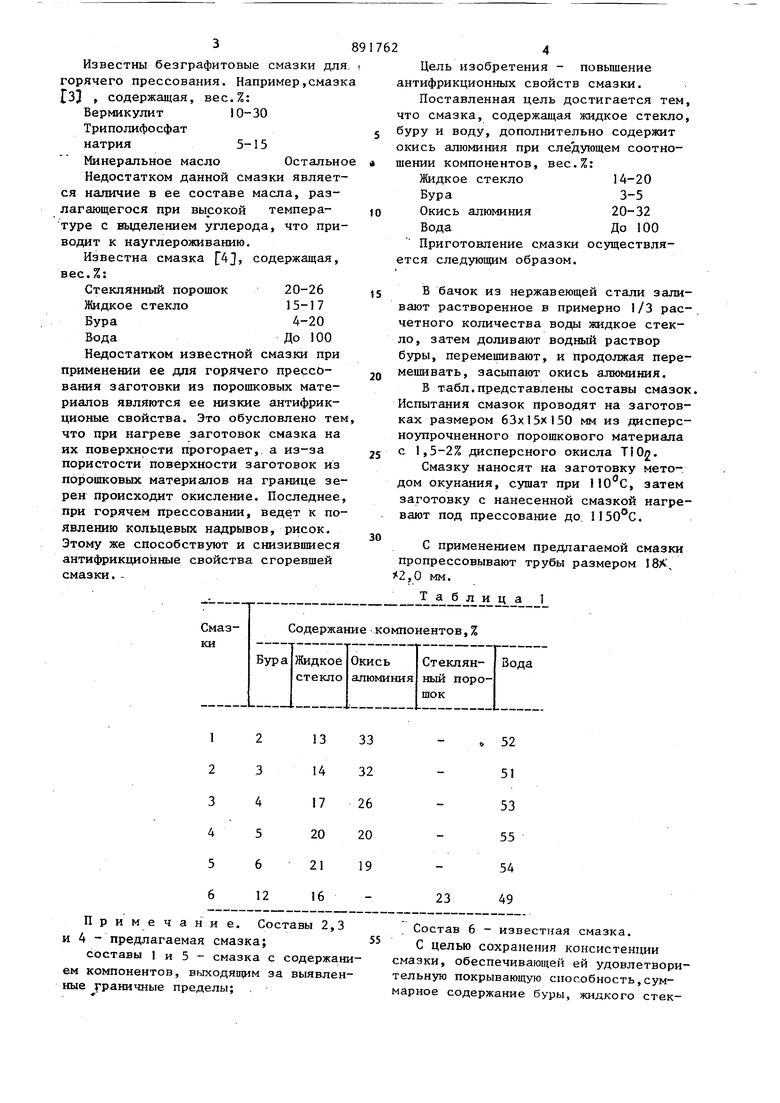
20 вероятность науглероживания поверхности, которое в дальнейщем приведет к межкристаллитной коррозии изделий. 3 Известны безграфитовые смазки для горячего прессования. Например,смаз 33 , содержащая, вес,%: Вермикулит 10-30 Триполифосфат натрия5-15 Минеральное масло Остальн Недостатком данной смазки являет ся наличие в ее составе масла, разлагающегося при высокой температуре с выделением углерода, что при водит к науглероживанию. Известна смазка 43, содержащая, вес.%: 20-26 Стеклянный порошок 15-17 Жидкое стекло 4-20 До 100 Недостатком известной смазки при применении ее для горячего прессования заготовки из порошковых материалов являются ее низкие антифрикционые свойства. Это обусловлено те что при нагреве заготовок смазка на их поверхности прогорает, а из-за пористости поверхности заготовок из порошковых материалов на границе зе рен происходит окисление. Последнее при горячем прессовании, ведет к по явлению кольцевых надрывов, рисок. Этому же способствуют и снизившиеся антифрикционные свойства сгоревшей смазки.Примечание. Составы 2,3 и 4 - предлагаемая смазка;55 составы 1 и 5 - смазка с содержанием компонентов, выходящим за выявленные раничные пределы; 4 Цель изобретения - повьш1ение антифрикционных свойств смазки. Поставленная цель достигается тем, что смазка, содержащая жидкое стекло, буру и воду, дополнительно содержит окись алюминия при следующем соотношении компонентов, вес.%: Жидкое стекло14-20 Бура3-5 Окись алюминия 20-32 ВодаДо 100 Приготовление с.мазки осуществляется следующим образом. В бачок из нержавеющей стали заливают растворенное в примерно 1/3 расчетного количества воды жидкое стекло, затем доливают водный раствор буры, перемешивают, и продолжая перемешивать, засыпают окись алюминия. В табл.представлены составы смазок. Испытания смазок проводят на заготовках размером 63x15x150 мм из дисперсноупрочненного порошкового материала с 1,5-2% дисперсного окисла TlOg. Смазку наносят на заготовку методом окунания, сушат при ПО С, затем заготовку с нанесенной смазкой нагревают под прессование до. П50°С. С применением предлагаемой смазки пропрессовывают трубы размером 18, 2,0 мм. Таблица 1 ; Состав 6 - известная смазка, целью сохранения консистенции смазки, обеспечивающей ей удовлетворительную покрывающую способность,суммарное содержание буры, жидкого стекла и окиси алюминия должно находиться в пределах-40-50%. Поэтому максимальному содержанию окиси алюминия соответствует минимальное содержание буры и жидкого стекла и наоборот.
После прессования смазку с выпрессованных труб удаляют в щелочном расплаве, содержащем и
NaCl при ПО-430 С. От труб отрезают темплеты и изготавливают микрошли4с 1 для изучения окисления границ зерен. Трубы подвергают визуальному осмотру с помощью перископа наружной и внутренней поверхностей.
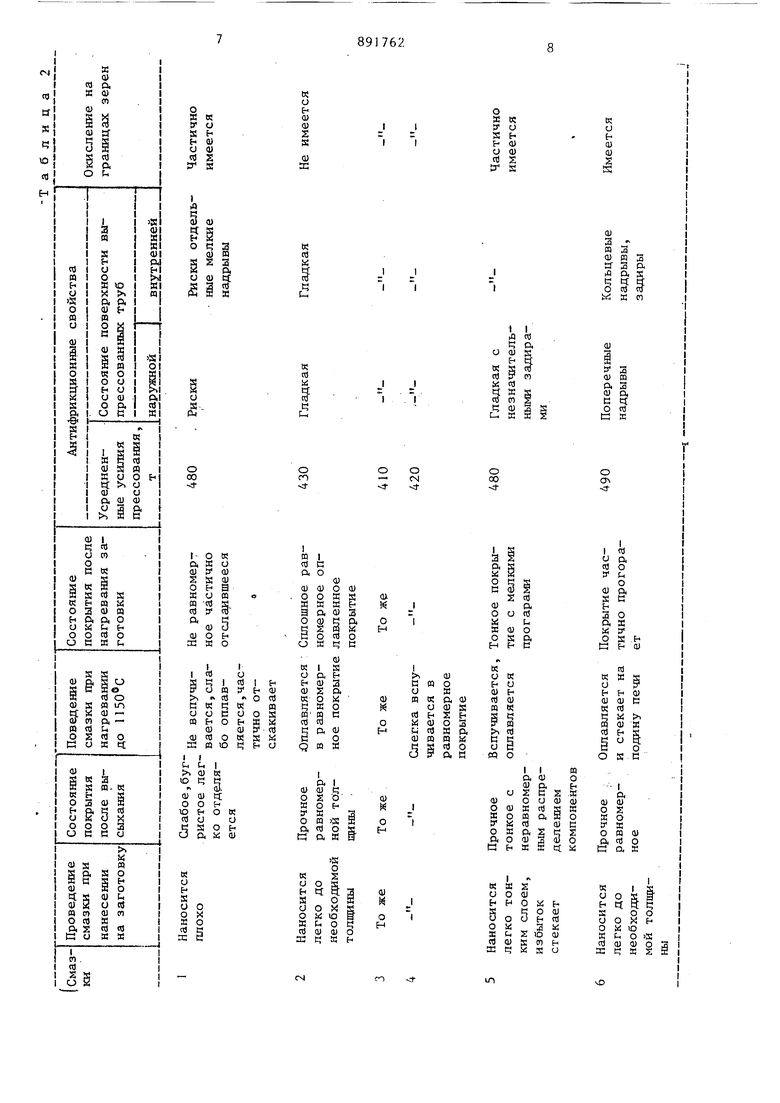
Результаты испытаний смазок приведены в табл.2. Из табл.2 следует, что при исполь зовании составов 2,3 и 4, трубы имею гладкую поверхиость, дефектов не отм чено. В этом же случае отмечены, наи более низкие усилия прессования и от сутствие окисления границ зерен металла, что свидетельствует о высоких антифрикционных и. защитных свойствах применяемых смазок. Использование составов 1 и 5 приводят к увеличению усилий прессовани и ухудшению качества поверхности и внутренней структуры труб, так как смазка в первом случае пол5гчается ту гоплавкая, а во втором - легкоплавкая, что снижает ее антифрикционные и защитные свойства. Известна смазка 6, как наиболее легкоплавкая в процессе нагрева стекает с заготовок и прогорает,в результате не предохраняет металл от . окисления границ зерен. Это приводит к резкому ухудшению качества поверхности труб, увеличению усилия прессо вания. Таким образом, предлагаемая смазка по сравнению с известной обладает более высокими антифрикционными свойствами. Это обусловлено тем, что порошкообразная окись алюминия в вод ном растворе жидкого стекла и буры обладает хорошими, покрывающими свойствами, а в процессе нагрева, соединяясь с остальными компонентами, образует стекловидное покрытие, .предохраняющее металл от окисления, и обладающее высокими антифрикционны10ми свойствами прессовапроцессения. Кроме того, предлагаемая смазка не содержит дефицитных или трудоемких в приготовлении компонентов (например .стеклянного порошка} , а также вредных для окружающей среды веществ, что расширяет практическую возможность ее применения. Формула изобретения Смазка для горячего прессования металлов, содержащая буру, жидкое стекло и воду, отличающаяс я тем, что, с целью повьш1ения антифрикционных свойств смазки, она дополнительно содержит окись алюминия при следующем соотношении компонентов, % вес: : Бура3-5 Жидкое стекло 14-20 Окись алюминия 20-32 ВодаДо 100 Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР Ю М 3/02, 1974. 414290, кл. С свидетельство СССР 2. Авторское № 300502, кл. С 10 М 3/30, 1971. 3.Авторское свидетельство СССР № 520391, кл. С 10 М 5/02, 1975. 4.Авторское свидетельство СССР № 696047, кл. С 10 М 3/02, 1979 (прототип) .
