Изобретение относится к обла1СТ1И стаякостроения, в частиости к фрезериьпм полуавтоматам.
Известны гвдрокопи.р овальные фрезерные полуавтоматы с двумя фрсзвриьими головками, та1ра-вляемы ги от двух копировальных Прибо;pOiB.
Таиие Полуавто-маты ме обеспечивают достаточно iBHicoKoe качество обрабатываемой паверхиости.
Целью изобретанмя Я вляется улучшение качества обрабатываемой поверхиасти.
Это достигается тем, что IB предложенном полуавтомате ф1резер1ные головКИ выполивны взаим.но ypaBiHOBemeHiHbiMM -с олраннченным вертикальньим |пе|р©мещвнием. .Кроме тото, щуп каждого 1копи1равального прибора выполиеи перемещаемым по призматическим щариковым .-натравляющим.
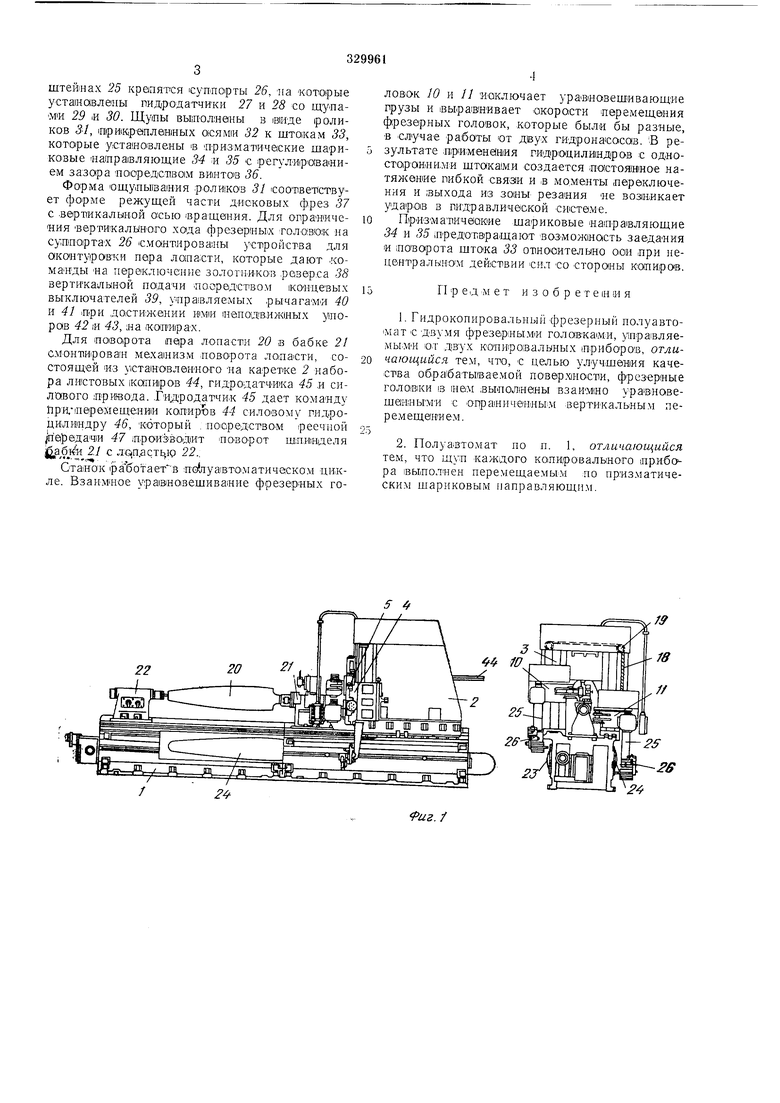
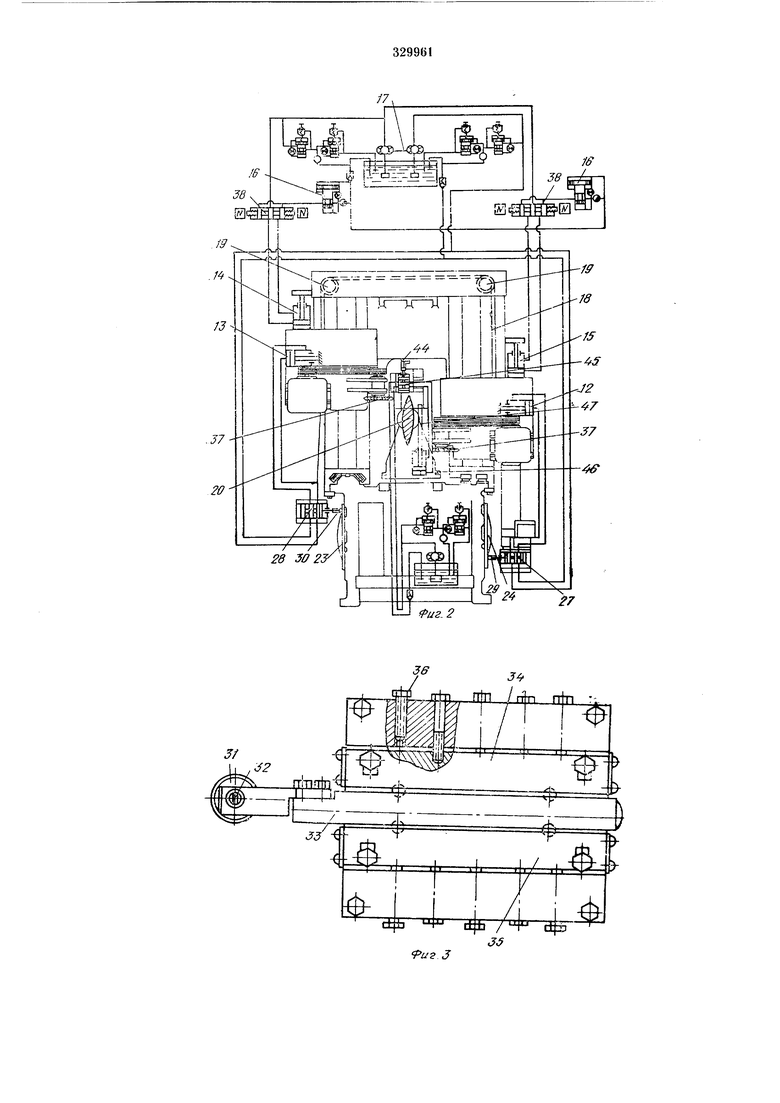
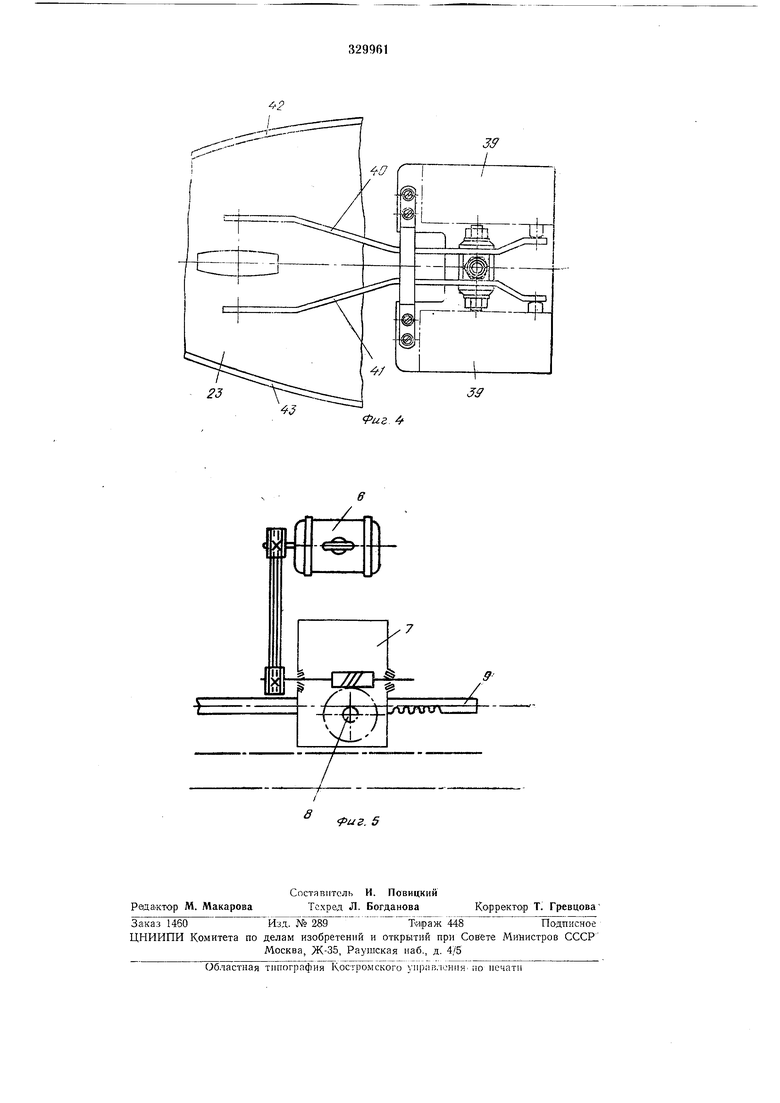
На фиг. 1 показав оредложениый полуавтомат; «а фиг. 2 - то же, лидравлическая схема подач; «а фиг. 3 - то же, ощупывающее устройст1во гидродатчиков; яа фиг. 4 - то же, устрой1ст1во для аконтуровки легра лона;стей; на фиг. 5 - то же, схема работы периодической продольной подачи каретки.
На роликовых «атравляющих станины / У1гта1но1вле1на поивижпая .каретка 2 продольной подачИ с вертикальными направляющими 3, па которых установлены крестав1идные салазки 4 и 5 вертикальной и пскперечной подач. Подвижмая каретка посредство.м двухскоростного электродвигателя 6, редуктора 7 я реечного колеса 5, находящегося в зацеплении -с
подвижной рейкой 9, получает движение периодической продольной подачи по команде от устройства для оконтуровки. Поперечная следящая подача фрезерных головок 10 и //, смантироватоных яа поперечных салазках 5,
осуществляется по команде от гидродатчиков посрбдствол пидроцилиндров /2 и 13 поперечной подачи. Вертикальная задающая подача фрезерных головок с салазками осуществляется от силовых гидроцилиндров 14 и /5 вертикальных подач. Регулирование величины вертикальной подачи осуществляется посредством дросселей с регуляторами 16. Питание гидросистем следящей и задающей подач фрезерных головок осуществляется автономно от
сдвоенного лопастного насоса 17. Фрезерные голов-ки взаимно уравновешиваются посредст«ам гибкого троса 18, перекинутого через блоки Л9. Обрабатываемая деталь 20 устанавливается
в бабку 21 и поддерживается подпружиненным центром задней бабки 22.
Ьбъемны-е копиры 23 и 24, представляющие собой (раскрученные скорректированные полупрофили лоласли, укреплены с боковых сторон
штейнах 25 крапятся суплорты 26, на котарые устаиавлены пидродатчики 27 и 28 со щупал№ 29 я 30. Щупы вытоливны в виде роликов 31, 1П1рИ1К,реплвН1НЫХ оюями 32 к штокам 33, KOTOipbie уста но1влены В призматические шариковые «ашрашляющие 34 и 35 -с регулираваяием зазора noiOpeAiCTiBOiM винтощ 36.
Форма ощульпваиия роликов 31 1соответ1ствует форме режущей части дисковых фрез 37 с .вершкалыной .вращения. Для олрадаиче«ия .вер-р№калыно;го хода фрезериых голо:во1к на супшортаХ 26 смантироважы устройства для окантуравки пара лота:сти, которые дают команды -на переключение золопшков ровер.са 38 вертикалыной подачи лаоредством концевых выключателей 39, упра1вляемых рычага-мй 40 и 41 при дости:жвнии ими 1наподщ.иж1ных упорав- й 4, :на (капздрах.
Для поворота пара лопасти 20 в оаоке / смоБпирован механизм поворота лопасти, состоящей W3 уста1новл0нно.го на каретке 2 набора листовых|капиров 44, гидродатчика 45 ,и силового лривода. Гидродатчи-к 45 дает команду пра-перемещении копиров 44 силовому шдроцилиндру 46, который . по10редством реечной парадач1н 47 нроиз вод ит -поворот ш;п,И1Нделя ,a6i4 21 с .асть,10 22..
ОтатоК 1работает -в ноЬуавтОМатичаском цнкле Взанмное уравновешивание фрезерных головок 10 и 11 иоключает ура-вновешивающие грузы и выращнивает окорости перемещения фрезерных головок, которые были бы разные, в случае работы От двух гидронасосов. В результате нр1имене(н1ия гаяроцили1НД ров с одиостар-аннЕми штака1ми создается постоянное натяжание пибкой связи и ,в моменты лереключения и выхода из зоны резания не воз1никает ударов в гидравлической системе.
Призм апи ч ваше шариковые на1пра1вляющие 34 и 35 iПpeдoтвpaщaют -возможность заедания и поворота штока 33 отнооителыно оси при нецентралыном действии сил со стороны KonHpoiB.
Пре.дмет изобретения
1.Гидрокопировальный фрезерный полуавто|мат с д-вумя фрезер ны.ми голав-кавди, управляемы-ми от двух к-онир01валыных шриборов, отличающийся тем, что, -с целью улучщания качества обра1батьнваемой поверхности, фрезерные голоики 3 1Н6М ,вынол1нены взаиМ1НО урав-новешаннымн с о-пра ниченны-м верти-кальным перемещением.
2.Полуавтомат по п. 1, отличающийся тем, что щуп каждого копировального нрибо ра выполнен перемещаемым по призматическим шариковым направляющим.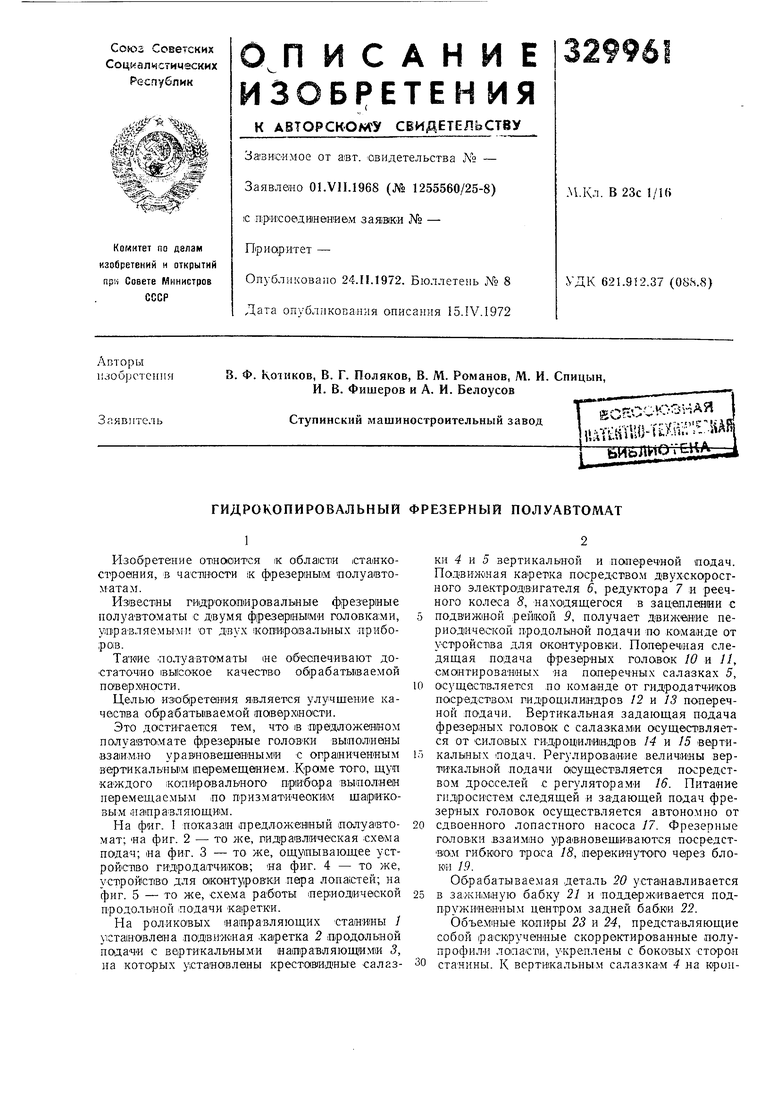
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматический гидрокопировально-фрезерный станок для обработки лопастей воздушных винтов | 1959 |
|
SU133351A1 |
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ СВАРНЫХ СТЫКОВ | 1967 |
|
SU206276A1 |
| Токарный полуавтомат | 1973 |
|
SU512000A1 |
| ГИДРОКОПИРОВАЛЬНЫЙ ПОПЕРЕЧНО-СТРОГАЛЬНЫЙСТАНОК | 1969 |
|
SU245518A1 |
| ГИДРОКОПИРОВАЛЬНЫЙ ПОПЕРЕЧНО- СТРОГАЛЬНЫЙ СТАНОК | 1971 |
|
SU290799A1 |
| ТОКАРНО-КАРУСЕЛЬНЫЙ СТАНОК С КОПИРОВАЛЬНО- ФРЕЗЕРНЫМ СУПНОРТОМ | 1971 |
|
SU304059A1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ ОБРАБОТКИ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1969 |
|
SU253527A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1966 |
|
SU185233A1 |
J/
27
ffuz.2
23
J
Риг 4
