Известны устройства для многопроходной обработки ступенчатых деталей, выполненные в виде копировального суппорта, работаюн1.его по барабану упоров, определяющих глубину для черновых проходов, и пол опиру для чистовых проходов, в которых замыканием электрической цени щуи - подается колтапда на прекращение продольной подачи копировального суппорта, вследствие чего копир изолирован от массы станка.
Предлагаемое устройство отличается от известных тем, что оно снабжено устанавливаемым на копировальном суппорте датчиком, взаимодействующим с упорами барабана черновых проходов через толкатель, регулируемый ход которого определяет глубину черновых проходов, а закрытые контакты дают команду на прекращение продольной подачи копировального суппорта и его отвод. Это исключает изоляцию копира и щупа относительно массы станка и повышает тем самым его надежность с одновременным расширением гехнологических возможностей.
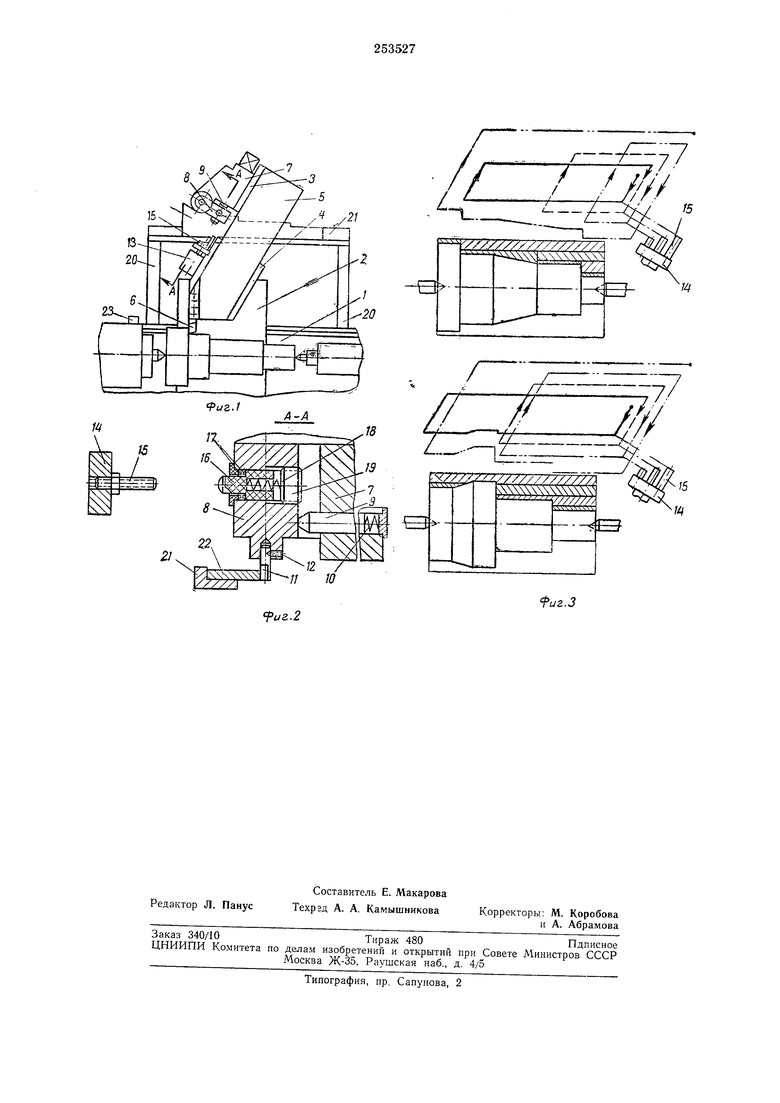
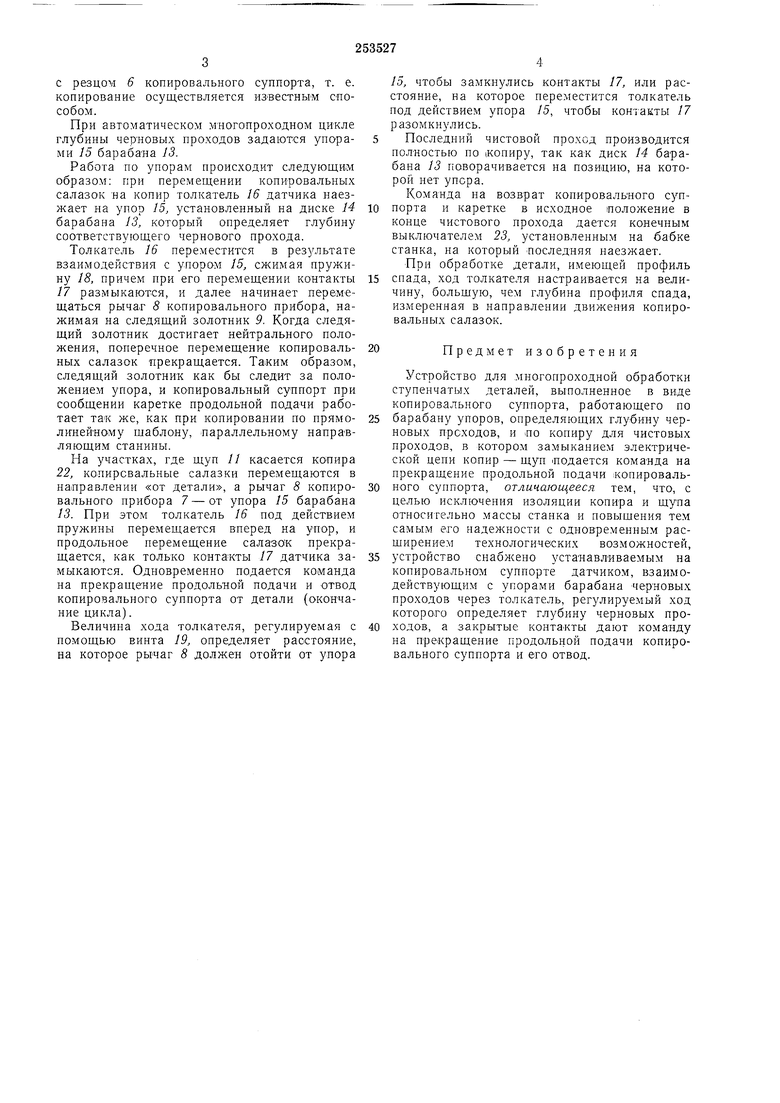
На фиг. 1 изображен токарно-копировальный станок с управляемым барабаном упорав; на фиг. 2 - разрез по А-А на фиг. 1, на котором конструктивно изображен датчик; на фиг. 3 - схема обработки деталей, имеющих профили спада и подъема.
По направляющим станины / токарно-копировального станка перемещается каретка 2, на которой установлен копировальный суппорт 3. По его основанию 4 перемещаются
копировальные салазки 5, несущие в резцедержателе резец 6, и к которым крепится коппровальный прибор 7, содержащий одноплечий рычаг 8 и следящий золотник 9, причем золотник 9 постоянно прижат к рычагу 8
пружиной 10. В отверстии рычага 8 установлен щуп Л, зал-симаемый в необходимом положении винтом 12.
К основанию суипорта жестко крепится управляемый барабан 3 упоров, имеющий
диск 14 с установленными упорами 15, определяющими глубину черновых проходов. На рычаге 8 копировального прибора смонтирован датчик, состоящий из толкателя 16, контакгов 17, пружины 18 и винта 19. С помощью
винта 19 регулируется величина хода толкателя 16. На станине с полющью кронштейнов 20 закреплена копирная линейка 21 с укрепленным на ней копиром 22. При обработке детали, закрепленной в
центрах передней и задней бабок по копиру 22, последний, взаимодействуя со щупом 11, перемещает рычаг 8 копировального прибора 7. Перемещаясь, рычаг 8 воздействует на следящий золотник 9, который дает команду
с резцом 6 копировального суппорта, т. е. копирование осуществляется иЗВестным способом.
При автоматическом миотопроходном цикле глубины черновых проходов задаются упорами 15 барабана 13.
Работа по упорам происходит следующим образом: при перемещении копировальных салазок на копир толкатель 16 датчика наезжает на упор 15, установленный на диске 14 барабана 13, который определяет глубину соответствующего чернового прохода.
Толкатель 16 переместится в результате взаимодействия с упором 15, сжимая пружину 18, причем при его перемещении контакты 17 размыкаются, и далее начинает перемещаться рычаг 8 копировального прибора, нажимая на следящий золотник 9. Когда следящий золотник достигает нейтрального положения, поперечное перемещение копировальных салазок прекращается. Таким образом, следящий золотник как бы следит за положением упора, и копировальный суппорт при сообщении каретке продольной подачи работает так же, как при копировании по прямолинейному щаблону, параллельному направляющим станины.
На участках, где щуп 11 касается копира 22, копировальные салазки перемещаются в направлении «от детали, а рычаг 8 копировального прибора 7 - от упора 15 барабана 13. При этом толкатель 16 под действием пружины перемещается вперед на упор, и продольное перемещение салазок прекращается, как только контакты 17 датчика замыкаются. Одновременно подается команда на прекращение продольной подачи и отвод копировального суппорта от детали (окончание цикла).
Величина хода толкателя, регулируемая с помощью винта 19, определяет расстояние, на которое рычаг 8 должен отойти от упора
15, чтобы замкнулись контакты 17, или расстояние, на которое переместится толкатель под действием упора 15, чтобы контакты 17 разомкнулись.
Последний чистовой проход производится полностью по |Копиру, так как диск 14 барабана 13 поворачивается на позицию, на которой нет упора.
Команда на возврат копировального суппорта и каретке в исходное положение в
конце чистового прохода дается конечным
выключателем 23, установленным на бабке
станка, на который последняя наезжает.
При обработке детали, имеющей профиль
спада, ход толкателя настраивается на величину, большую, чем глубина профиля спада, И3 меренная в направлении движения копировальных салазок.
Предмет изобретения
Устройство для многопроходной обработки ступенчатых деталей, выполненное в виде копировального суппорта, работающего по
барабану упоров, определяющих глубину черновых проходов, и по копиру для чистовых проходов, в котором замыканием электрической цепи копир - щуп подается команда на прекращение продольной подачи «опировального суппорта, отличающееся тем, что, с целью исключения изоляции копира и щупа относительно массы станка и повышения тем самым его надежности с одновременным расширением технологических возможностей,
устройство снабжено устанавливаемым на копировальном суппорте датчиком, взаимодействующим с упорами барабана черновых проходов через толкатель, регулируемый ход которого определяет глубину черновых проходов, а закрытые контакты дают команду на прекращение продольной подачи копировального суппорта и его отвод.
/2 / /7 Ю
и//
Z.-.-----1
иг.З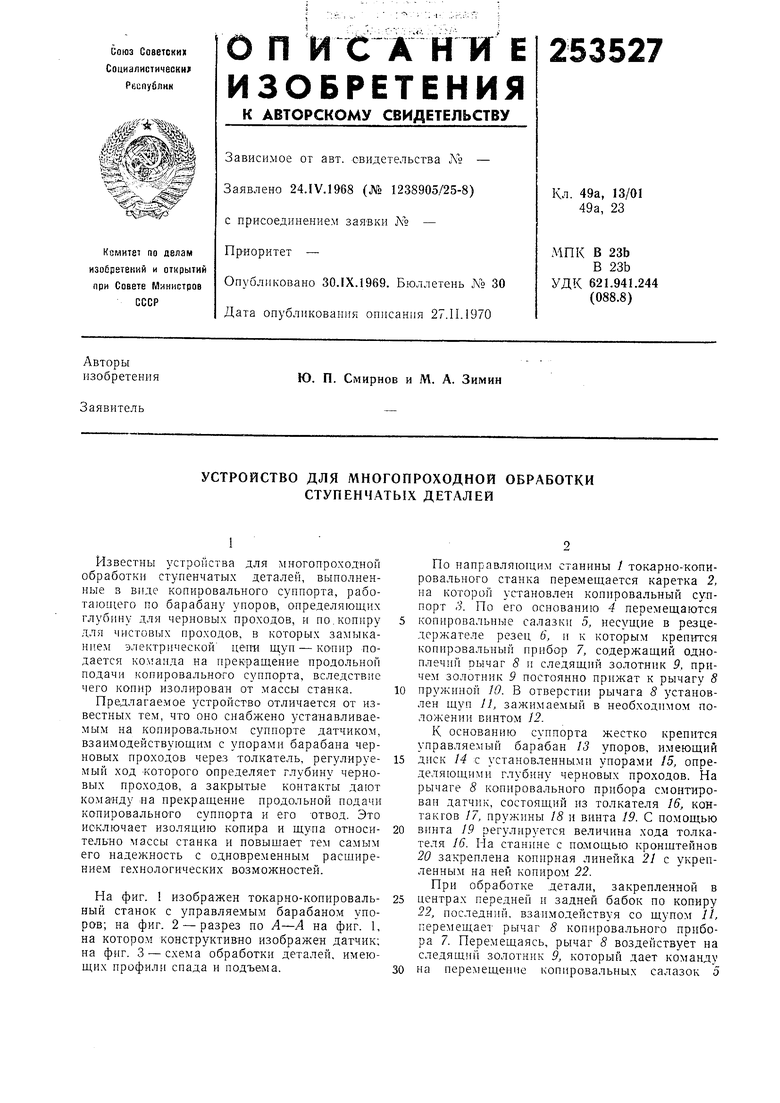
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидрокопировальный многопроходный суппорт | 1982 |
|
SU1050849A1 |
| Гидравлическое копировальное устройство | 1980 |
|
SU897473A1 |
| Гидрокопировальный суппорт | 1977 |
|
SU691277A1 |
| Гидрокопировальный многопроходной суппорт | 1977 |
|
SU707770A1 |
| Гидрокопировальный многопроходный суппорт | 1977 |
|
SU680857A1 |
| Гидрокопировальный многопроходный суппорт | 1981 |
|
SU1134350A1 |
| Гидрокопировальный суппорт | 1979 |
|
SU912478A1 |
| Устройство для управления обрабатывающим инструментом | 1984 |
|
SU1351744A1 |
| Гидрокопировальный привод | 1979 |
|
SU831539A1 |
| Резьботокарный станок | 1979 |
|
SU931336A1 |