Изобретение относится к области станкостроения.
Известны гидрокопировальные поперечнострогальные станки для обработки рабочего профиля лопаток по объемному копиру многорезцовой головкой, имеющие механизмы задающей и следящей подачи.
Предлагаемый станок отличается тем, что механизм следящей подачи выполнен в виде жестко связанного с осью вращения объемного копира плоского шаблона, взаимодействующего со щупом закрепленного на станине гидродатчика при его движении в направлении задающей подачи, механизм которой образован из установленных на перемещающихся от гидроцплиндра салазках регулируемых упоров, поочередно взаимодействующих с гидроцилиндром задающей подачи по сигналу от конечных выключателей, расположенных на станине и срабатывающих от упоров, закрепленных на столе станка. Это позволяет нолучасть равномернуЕО суммарную подачу при обработке крупногабаритных лопаток.
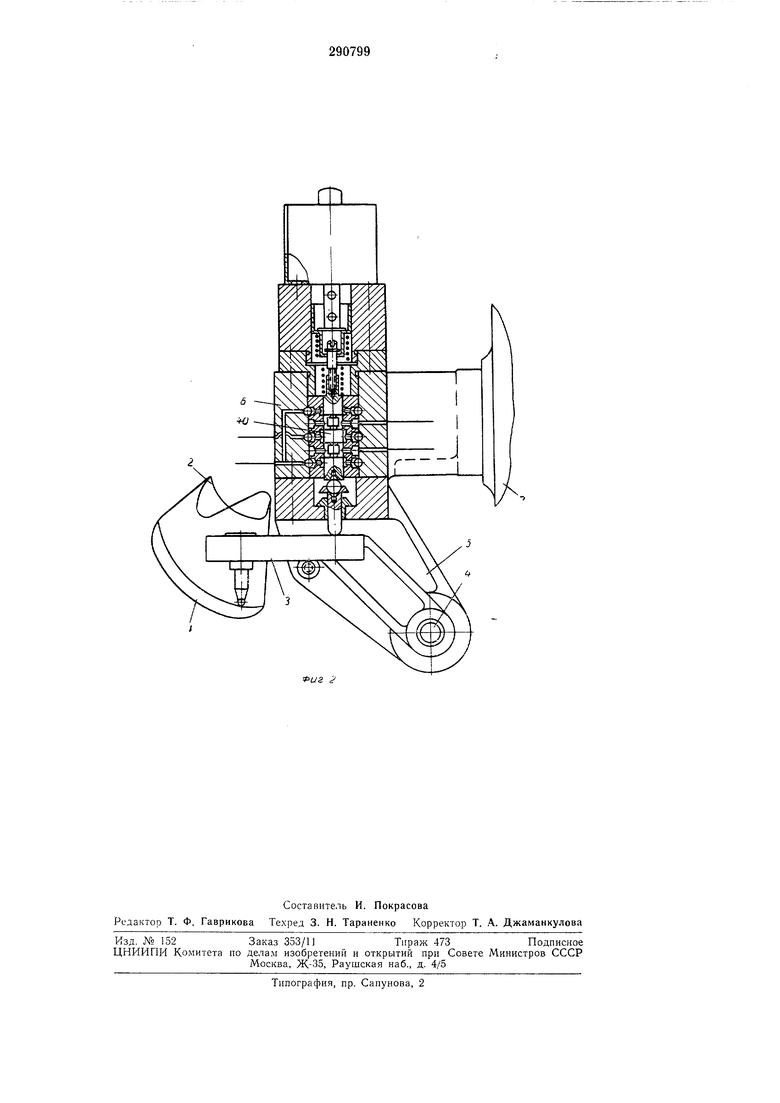
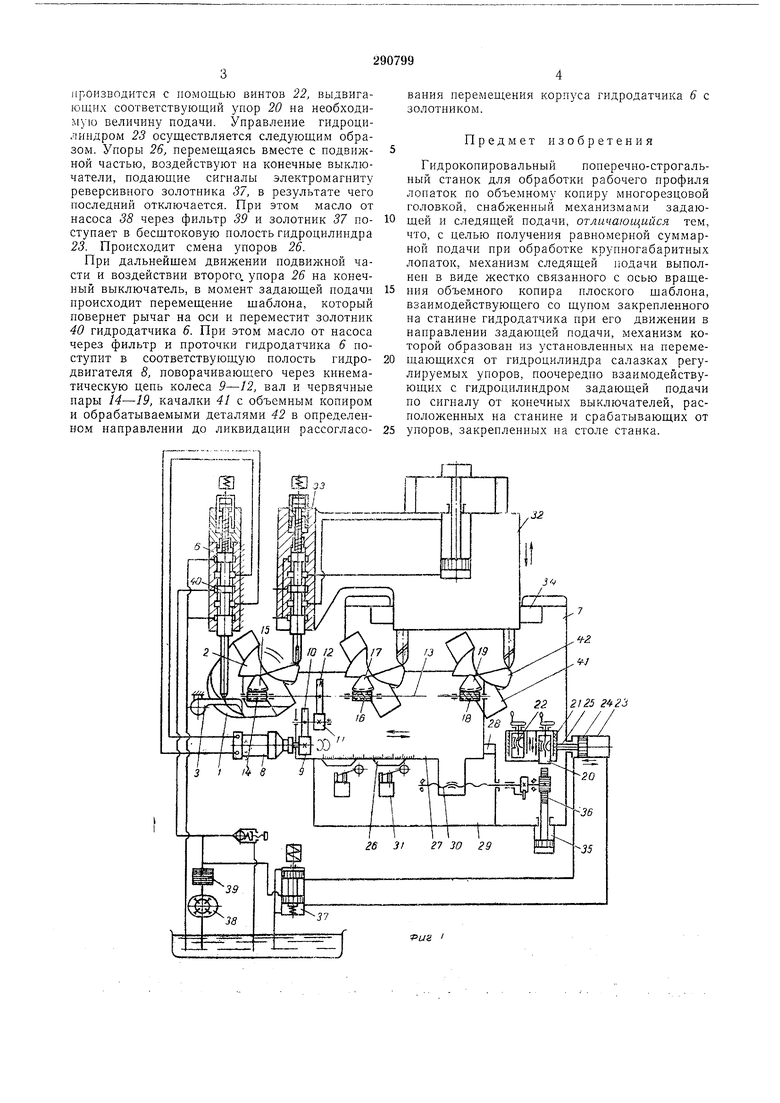
На фиг. 1 изображена кинематическая схема предлагаемого станка; на фиг. 2 - разрез по оси гидроследящего датчика и ощупывающий механизм плоского шаблона.
вающего механизма, состоящего из рычага 5, поворотного вокруг оси 4, и жестко закрепленного одним концом в кронщтейне 5. На последнем установлен гидродатчик 6, соединенный со станиной 7. Привод следящей подачи состоит из гидродвигателя 8 и кинематической цепи, включающей две пары зубчатых колес 9-10, 11-12, вал 13 и червячные пары }4-15, 16-17, 18-19. Механизм настройки и управления задающей подачи состоит из упоров 20, установленных на салазках 21 и перемещающихся при настройке относительно них с помощью винтов 22, ограниченных от поступательного перемещения, гидроцилиндра
23 с порщнем 24 и щтоком 25, соединенным жестко с салазками, перемещающимися по направляющим станины 7. Механизм имеет также жесткие упоры 26, закрепленные на подвижной части 27, перемещающейся по направляющим 28 нижней станины 29 от винта 30, и конечные выключатели 31, установленные на станине 29. Резцовая головка 32 с гпдродатчиком 33, соверщая возвратно-поступательные перемещения вместе с ползуном 34
относительно станины 7, выполняет вертикальное копирование. Задающая подача осуществляется от гидроцилиндра 35 с порщнем-рейкой 36 в момент реверса с обратного хода на рабочий и управляется от гидропривода главпроизводится с помощью винтов 22, выдвигающих соответствующий упор 20 на необходимую величину подачи. Управление гидроцилиндром 23 осуществляется следующим образом. Упоры 26, перемещаясь вместе с подвижной частью, воздействуют на конечные выключатели, подающие сигналы электромагниту реверсивного золотника 37, в результате чего последний отключается. При этом масло от насоса 38 через фильтр 39 и золотник 57 поступает в бесщтоковую полость гидроцилиндра 23. Происходит смена упоров 26.
При дальнейшем движении подвижной части и воздействии второго, упора 26 на конечный выключатель, в момент задающей подачи происходит перемещение шаблона, который повернет рычаг на оси и переместит золотник 40 гидродатчика 6. При этом масло от насоса через фильтр и проточки гидродатчика 6 поступит в соответствующую полость гидродвигателя S, поворачивающего через кинематическую цепь колеса 9-12, вал и червячные пары 14-19, качалки 41 с объемным копиром и обрабатываемыми деталями 42 в определенном направлении до ликвидации рассогласования перемещения корпуса гидродатчика 6 с золотником.
Предмет изобретения
Гидрокопировальный поперечно-строгальный станок для обработки рабочего профиля лопаток по объемному копиру многорезцовой головкой, снабженный механизмами задающей и следящей подачи, отличающийся тем, что, с целью получения равномерной суммарной подачи при обработке крупногабаритных лопаток, механизм следящей подачи выполнен в виде жестко связанного с осью вращения объемного копира плоского шаблона, взаимодействующего со щупом закрепленного на станине гидродатчика при его движении в направлении задающей подачи, механизм которой образован из установленных на перемещающихся от гидроцилиндра салазках регулируемых упоров, поочередно взаимодействующих с гидроцилиндром задающей подачи по сигналу от конечных выключателей, расположенных на станине и срабатывающих от упоров, закрепленных на столе станка.
2/25
иг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРОКОПИРОВАЛЬНЫЙ ПОПЕРЕЧНО-СТРОГАЛЬНЫЙСТАНОК | 1969 |
|
SU245518A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| ЛЕНТОЧНОШЛИФОВАЛЬИЫЙ СТАНОК | 1972 |
|
SU327991A1 |
| ГИДРАВЛИЧЕСКАЯ ПРОХОДНАЯ СТРОГАЛЬИАЯ МАШИНА | 1964 |
|
SU164922A1 |
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ СВАРНЫХ СТЫКОВ | 1967 |
|
SU206276A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| Гидрокопировальный резьботокарный станок | 1983 |
|
SU1140933A1 |
| ГИДРОКОПИРОВАЛЬНЫЙ ФРЕЗЕРНЫЙ ПОЛУАВТОМАТ | 1972 |
|
SU329961A1 |
| Гидрокопировальный многопроходный суппорт | 1981 |
|
SU1134350A1 |
| Гидравлическое копировальное устройство | 1980 |
|
SU897473A1 |