При прессовании обуви из каучука получаются трудности в достижении плоского и острого среза кантов между отдельными формуемыми частями, причем обязательным условием для получения правильного среза канта является, чтобы взаимно движущиеся формуемые части были подогнаны друг к другу. Такая тщательная подгонка делает изготовление частей дорого стоящим, и они по мере работы изнашиваются, в особенности в местах среза, от нажимаемого каучука, в результате чего подгонка формующих частей друг к другу не может быть сохранена.
При срезании каучукового покрытия (галоширования) у матерчатых башмаков или у другой обуви, снабжаемой путем прессования покрытыми резиною боками, к сказанному добавляется еще то, что, даже при тщательной пригонке срезных кантов боковой формы или колодки, нельзя получить ровный и острый срез галоширования, если материя имеет переменную толщину, потому что в этом случае нельзя достигнуть надлежащего давления между срезом боковой формы и слоем материи на колодке, где толщина слоя самая меньшая, чтобы при этом материя не оказалась смятою там, где ее толщина наибольшая.
У обуви с резиновой подошвой очень трудно достигнуть острого срезания так называемой бородки у наружного края подошвы между подошвенной формой и боковыми формами, а между тем хороший срез требует, чтобы плоскость прилегания подошвенной формы была тщательно пригнана к срезу боковых форм. Однако, такой хорошей пригонки нельзя сохранить, и уже после недолгого употребления формы становятся непригодными с точки зрения совершенного срезания бородки, так как взаимодействующие поверхности и края форм испытывают сильный износ, вследствие их прижатия друг к другу, а вытекающая при прессовании каучуковая масса производит неравномерное шлифующее действие и, в особенности, на срезные края боковых форм.
Целью изобретения является возможность получения хорошего среза, например, каучукового галоширования или бородки у полностью или частично из резины состоящей обуви между взаимно движущимися формующими частями, а изобретение, в первую очередь, характеризуется тем, что одна или обе формовые части обладают упругостью в том месте, где должно произойти срезание соответствующего канта.
При отрезании каучукового галоширования с полностью или частично покрытыми резиною боками боковые формы или колодка должны обладать упругостью для производства среза галоширования. Согласно изобретению, в колодке, обладающей упругостью, делают канавки вдоль той линии, где должен получиться кант галоширования и эта канавка заполняется либо поддающимся материалом, либо снабжается упруго движущимися по отношению к колодке частями, например, такими, которые сделаны из того же материала, что и сама колодка, а на задней стороне поджимаются пружинами. Вместо канавки вдоль линии, по которой происходит срез, можно также всю колодку или большую или меньшую часть ее боковых поверхностей покрывать слоем упругого материала.
При срезывании бородки у обуви с каучуковой подошвой боковые формы, либо подошвенная форма, либо все они являются упругими по отношению к месту среза. Далее изобретение предусматривает сделанную из стали или из другого твердого материала подошвенную форму снабжаемую вдоль линии, по которой производится срезание бородки, канавкой, в которую входит упругая материя. Вместо этого можно также всю подошвенную форму или ее часть по поверхности покрыть упругим материалом.
Для заложенной в углубление материи могут быть применены: каучук, кожа, войлок, ткань, бумага, волокна или мягкие и гибкие металлы (свинец).
С целью достижения острого срезного канта у боковых форм для отрезания галошного покрытия можно применять непосредственно у срезного канта устроенное в боковых поверхностях боковых форм полукруглое углубление, которое одновременно с тем, что оно делает средний кант острее, еще усиливает край галошного покрытия.
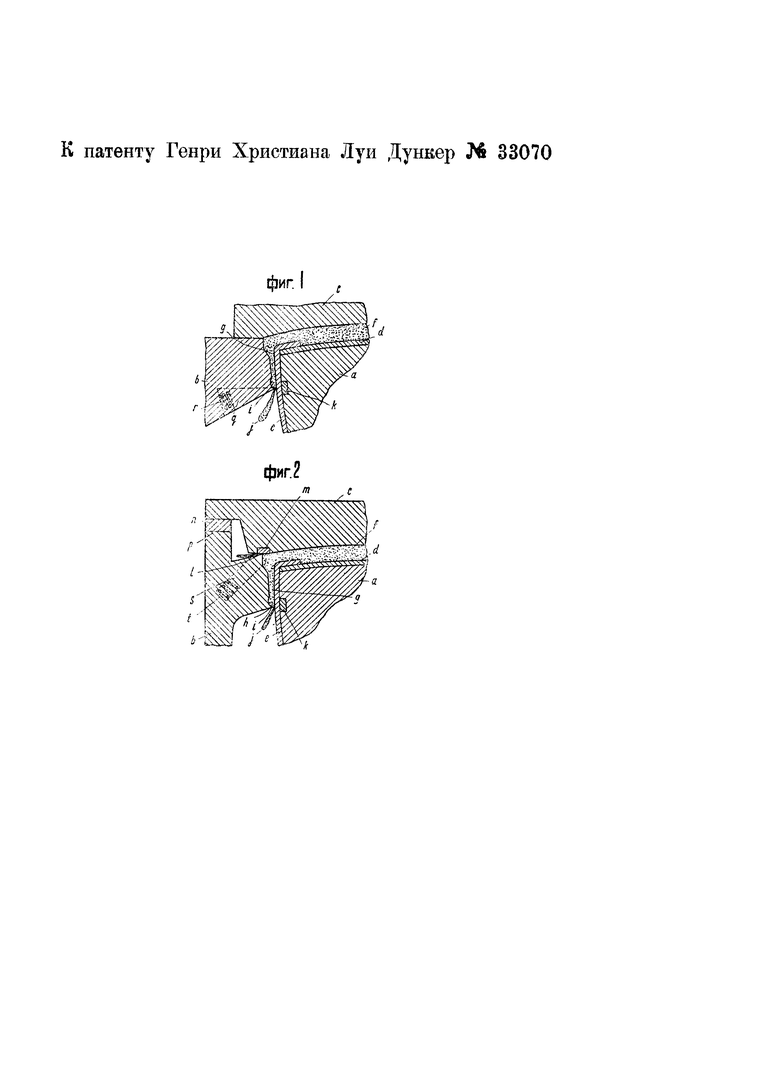
На чертеже фиг. 1 изображает часть вертикального разреза наружной формы колодки для прессовальной машины, снабженной одною формою выполнения приспособления; фиг. 2 - вертикальный разрез по другой форме выполнения для более острого срезания,
На колодке а (фиг. 1 и 2), до ее ввода в пресс, ставится внутренняя подошва d, а также надевается слой материи или башмачный бунд е, образующий бока ботинка. Колодка а обкладывается каучуковыми пластинами, которые во время прессования в машине формуются в показанную на чертеже наружную подошву ƒ и в галоширование g.
Боковая поверхность боковой формы, обращенная к колодке, является одновременно идущей с боковыми поверхностями колодки, так, что покрытие каучуком получается приблизительно равномерной толщины. Непосредственно служащего для отрезания излишков массы канта h находится углубление i, благодаря которому получается более заостренный и лучше выраженный кант, а также каучуковому покрытию придается вдоль его канта усиление в соответствии с канавкой. Во время прессования галошное покрытие ограничивается срезным кантом h и срезается, между тем, как излишний каучук выжимается из полости формы, так что образуется отбросный слой j. Срезной кант h боковых форм лежит против углубления или выемки k колодки а; означенная выемка заполняется гибким веществом в виде нескольких маленьких кусков или одной полосы, например, из каучука, кожи войлока и т.п., или же из мягкого и гибкого металла (например, свинца). Упругий материал в углублении или в выемке обеспечивает то, что слой материала может слегка поддаваться, вследствие чего достигается совершенно правильное срезание галошного покрытия, причем необходимое для этого давление можно производить, не опасаясь, что материал будет разрушен в тех местах, где он становится' слегка толще. Срезной кант h будет острее и лучше, если прибегнуть к гибкому материалу вместо того, чтобы предоставить срезному краю взаимодействовать с неупругою боковою поверхностью колодки.
В то время, как при форме выполнения по фиг. 1 не принимаются никакие меры для обеспечения острого срезания бородки, при форме выполнения по фиг. 2 подошвенная форма с снабжена приходящейся против ее грани  боковых форм канавкой m, заключающей в себе упругий материал со свойствами, аналогичными для материала в канавке k колодки. Вдоль срезного края
боковых форм канавкой m, заключающей в себе упругий материал со свойствами, аналогичными для материала в канавке k колодки. Вдоль срезного края  в одной из поверхностей боковой формы может быть сделано соответствующая канавка m сходного вида, как углубление i у срезного канта h, чтобы достигнуть лучшего срезания. На подошвенной форме находится планка n, прилегающая к поверхности боковых форм и в месте зажима, когда подошвенная форма дошла до своего низшего положения; эта планка устанавливается так, что отрезной край боковой формы во время прессования проникает в гибкий материал в канавке m, вследствие чего достигается точная пригонка подошвенной формы по отношению к срезному краю
в одной из поверхностей боковой формы может быть сделано соответствующая канавка m сходного вида, как углубление i у срезного канта h, чтобы достигнуть лучшего срезания. На подошвенной форме находится планка n, прилегающая к поверхности боковых форм и в месте зажима, когда подошвенная форма дошла до своего низшего положения; эта планка устанавливается так, что отрезной край боковой формы во время прессования проникает в гибкий материал в канавке m, вследствие чего достигается точная пригонка подошвенной формы по отношению к срезному краю  а также обеспечивается полное срезание бородки обуви.
а также обеспечивается полное срезание бородки обуви.
Планка Р может быть выполнена, как часть подошвенной формы с, или же прикрепляться к ней, или можно применять несколько прикрепляемых на боковых формах планок.
Описанные формы выполнения изобретения могут быть изменены. Вместо гибкого материала в углублении k колодки или m в подошвенной форме можно, например, устраивать части из того же самого материала, что сама колодка, или подошвенная форма, которые сами по отношению к соответствующей части формы являются упругими в силу того, что они, например, поджаты посредством действующих на их заднюю сторону пружин. Вместо углублений с гибким материалом или с поддающимися частями можно прибегать к частям, идущим вдоль линии среза боковых форм упругим образом и делать их передвижными по отношению к остаточной части соответствующей формы. Для примера на фиг. 1 показан срезной кант h боковой формы b, который может быть расположен на особой части q, сделанной поддающейся по отношению к собственной боковой форме, причем эта часть, благодаря пружине r, удерживается на своем месте или передвигается желательным образом. Как видно из фиг. 2 срезной край  боковой формы также может иметь особую часть s, которая движется и поддается по отношению к боковой форме, для чего она, как показано, поддерживается пружиною t.
боковой формы также может иметь особую часть s, которая движется и поддается по отношению к боковой форме, для чего она, как показано, поддерживается пружиною t.
Вместо того, чтобы делать подвижными те части боковых форм, которые приходятся против срезного края, по отношению к остаточной части соответствующей формы, можно такую подвижность сообщать и тем частям подошвенной формы или колодки, которые лежат против места среза.
Изобретение может быть использовано не только при изготовлении обуви, снабжаемой каучуковым покрытием, но также при изготовлении всякой обуви, которая полностью или частично состоит из каучука, с тою целью, чтобы достигнуть острого срезывания одного или нескольких краев, как например, бородки соответствующей обуви.
1. Приспособление для срезания кантов у спрессованной из каучука обуви, состоящее из колодки, одной или нескольких подошвенных форм, равно как нескольких боковых форм, имеющих острые срезающие края, отличающееся тем, что острые края расположены против упругих или пружинящих органов, с целью достижения срезания материала упругим образом.
2. Форма выполнения приспособления по п. 1, отличающаяся тем, что колодка а или подошвенная форма с вдоль линии срезания канта или подошвы снабжена канавками k или m, заполненными эластичным материалом или же пружинящими частями, способными поддаваться во время прессовки изделий.
3. Форма выполнения приспособления по п.п. 1 и 2, отличающаяся тем, что части q, s боковых форм b или же соответствующие части подошвенной формы с сделаны передвижными вдоль линии среза, определяемой кантом h, или же вдоль канта подошвы ƒ для пропуска излишка прессуемой массы в формующей части и нагружены пружинами r, t.
