Суодествующие многошпиндельные полуавтоматы одновременно нарезают несколькими шпинделями отверстия одного соединения, следствием чего в виду несовпадения геометрических осей нарезаемого изделия и шпинделей получается значительный брак (срыв резьбы) и поломка метчиков. Кроме того, существующие полуавтоматы обладают крайне сложным механизмом и являются полуавтоматами в очень узком смысле слова.
Предлагаемый способ нарезания тройников на трехшпиндельном полуавтоматическом станке состоит в том, что отверстия каждого тройника поочередно подводятся под соответствующий щпиндель станка, для чего четырехгнездовую револьверную головку поворачивают на 90° и отверстия каждого тройника подводят под соответствующий шпиндель таким образом, что крайние шпиндели нарезают сквозные отверстия, а средний-поперечное.
Для осуществления предлагаемого способа нарезания тройников изобретатель предлагает трехшпиндельный полуавтоматический станок.
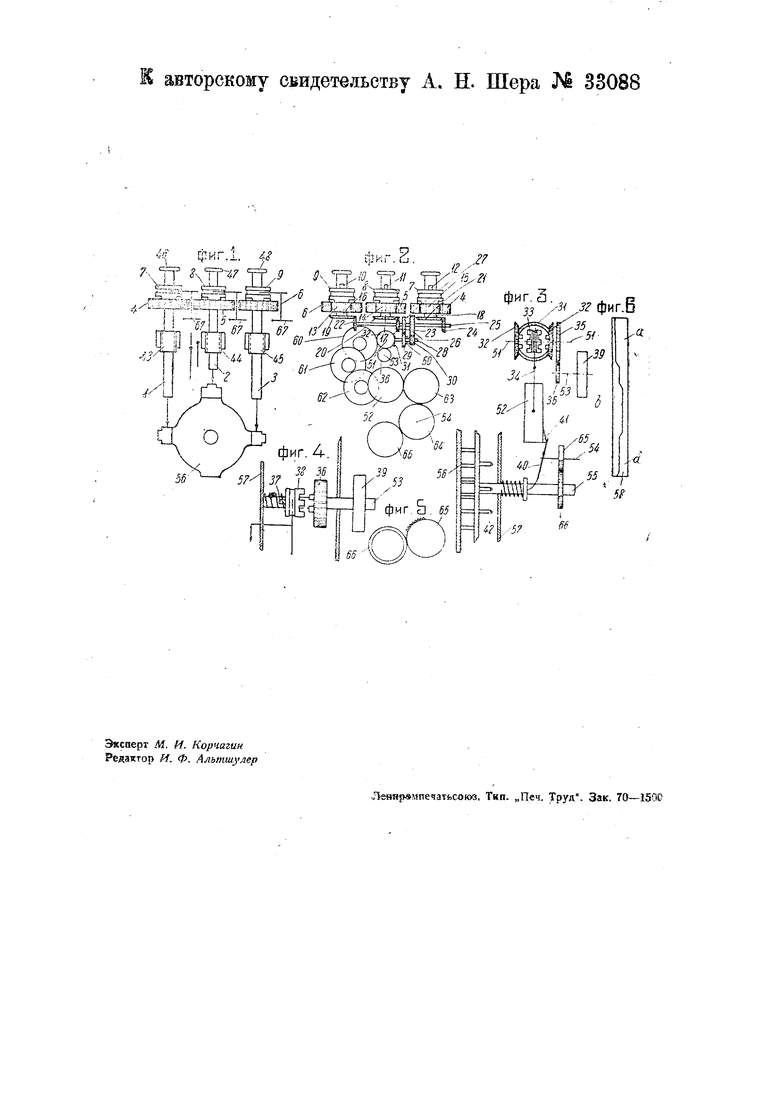
На схематическом чертеже фиг. 1 изображает вид станка спереди; фиг. 2- то же, вид сзади; фиг. 3-5-отдельные части механизма станка; фиг.-б развертку копира.
(110)
Предназначенный для осуществления предлагаемого способа станок три ьипиндаля /, 2, 3, получающие вращение от шестерен 4, 5. 6 через односторонние соединительные муфты 7,8, 9, сидящие на шпонках Ю, /7, /2 шпинделей /, 2, 3. Шестерни 4, 5, 6 на шпинделях сидят свободно. Вращение шестерен 4, 5, б происходит от шестерен 13, 14, 15, находящихся в зубчатом зацеплении с шестернями 4, 5, 6. На валах 16, 17, 18 шестерен /5, 14, 15 сидят конические шестерни 19, 20, 21, непосредственно соединенные с коническими шестернями 22, 23, 24, сидящими на одном валу 25. На этбм же валу 25 сидят на шпонках две шестерни 26,27, приводимые во вращение через свободно сидящие на валу 28 две шестерни 29, 30, между которыми на шпонке сидит двусторонняя муфта 50. На конце вала 28 помещена коническая шестерня 31, соединенная с двумя шестернями 32, свободно сидящими на валу 5/. Между шестернями 32 на шпонке вала 51 сидит двусторонняя муфта 33, передвижение которой происходит при помощи рычага-вилки 34, второй конец которого передвигается по копиру 52, развертка 5 которого показана отдельно на фиг. 6. На валу 57 сидит шестерня 35, соединенная с ведущей шестерней 36, свободно сидящей на валу 55. На последнем на шпонке 37 сидит односторонняя муфта 38 (фиг. 4). На валу 55 расположен шкив 39, вращающийся при помощи ремня непосредственно от мотора. Вращение копира 52 осуществляется через систему парных шестерен 60, 61, 62,из которых большая шестерня 60 получает вращение от шестерни 55. Ка одном валу с копиром 52 сидит шестерня, приводящая во вращение шестерни 63,64, из коих шестерня 64, находящаяся на валу 54, приводит во вращение сегментную щестернго 65, которая при зацеплении с полной шестерней 66 вращает вал 55 на 90° (фиг. 3). На последнем находится зажимное приспособление 56, которое рычагом 40 выдвигается вперед при прохождении рычаггз 40 по выступу 41 на копире. Зажимное приспособление 56 для большей устойчиво-сти четырьмя шипами 42 входит в специальные отверстия в станине 57. Вращение шкива 39 передается валу 5,, который через шпонку 37 вращает муфту 38. От последней вращение передается шестерне 36 и далее шестерне 55 и валу 51. 3 то же время от шестерни 35 через шестерни 60, 61 и 62 вращение передается копиру 52, благодаря чему рычаг5#переавигает муфту 55 влево и вправо, осуш,ествляя через шестерни 32 передний и обратный ход шпинделей ft 3, 3, причем при соединении муфты 50 с шестерней 29 шпинделям сообщается большее число оборотов, а при соединении с шестерней 30-меньшее число оборотов. Поступательное движение шпинделей осуш,ествляется при помощи нарезной гайки 43-45. Длина нарезаемого конца в зависимости от номинального размера его диаметра устанавливается путем большего или меньшего первоначального подъема шпинделей /- 5 при помощи маховичков 46-48. При среднем положении муфты 55 осуш.ествляется поворот заичимного приспособления 56 на 90°, так как на участке а развертки 56копира происходит опускание шпинделя,на участке I)-его подъем, на участке И-сцепление шестерен 65 и 66 и, следовательно, поворот приспособления 56 на 90 (фиг. 6j. В случае надобнрсти может быть выключен любой шпиндель рь чагами 67Предмет изобретения. Способ нарезания тройников на трекшпиндельном полуавтоматическом станке, отличающийся тем, что путем поворота четырехгнездовой револьверной головки на 90° отверстия каждого тройника поочередно подводятся под соответствующий шпиндель станка так, что крайние шпиндели нарезают сквозные отверстия, а средний-поперечное. фиг.1. чЕ MD ,-...-.,-..S , , ,, gsa«s 3.. ШигЗ,g rfi..r 2 1 t
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к револьверному станку для перемещения подвижной шпонки, переключающей зубчатый перебор при нарезании резьбы по принципу опережения | 1933 |
|
SU36128A1 |
| Устройство для обработки торцовКРуглыХ дЕТАлЕй МЕбЕли | 1979 |
|
SU818866A1 |
| Полуавтоматический станок для нарезки метчиков | 1936 |
|
SU51469A1 |
| ПОЛУАВТОМАТИЧЕСКОЕ РЕЗЬБОНАРЕЗНОЕ УСТРОЙСТВО | 1972 |
|
SU339351A1 |
| ОДНОШПИНДЕЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 1935 |
|
SU50823A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ НАРЕЗАНИЯ ВНУТРЕННИХ РЕЗЬБ МЕТЧИКАМИ | 1972 |
|
SU412999A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1931 |
|
SU30533A1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| ПЕРЕКЛЮЧАТЕЛЬНЫЙ МЕХАНИЗМ ДЛЯ ПЕРЕМЕННО-ВОЗВРАТНОГО ДВИЖЕНИЯ СТОЛА ШЛИФОВАЛЬНОГО СТАНКА | 1926 |
|
SU20979A1 |