Изобретение относится к мебельной нромышлениости и может -быть использовано в производстве гнутоклееных деталей мебелн.
В настоящее время широко применяется прессование гнутоклееных деталей мебели коробчатой формы из шпона на стандартных прессах. Однако, известные прессы имеют ограниченный ход ползуна и ограниченное расстояние между стойками, поэтому ширина загружаемого пакета шпона часто оказывается большей, чем расстояние между стойками пресса, а толш,ина пакета превышает просвет между матрицей п нуансоном. Возникает необходимость предварительного изгибания иакета перед загрузкой.
В настояпдее время загрузка пакета с предварительным изгибанием производится вручную. Для облегчения ручной загрузки с изгибанием применяется последовательное прессование пакета по частям, а также ириелшые конусы.
Цель изобретения - повысить универсальность ирессов, используемых для прессования изделий коробчатой формы, механизировать и повысить производительность трудоемких загрузочно-разгрузочных работ, повысить качество прессования, облегчить условия труда и предотвратить подъе, детали вместе с пуансоном.
пакета шпона снабжен приспособлением для предварительного изгибания пакета в виде шарнирио прикрепленной к прессу направляюпдей консоли и имеюш,их поступательное движение по дуге подающих консолей, кроме того, устройство выполнено с захватом, закрепленным на нижней плнте пресса.
Благодаря тому, что при загрузке пакет прижимается к направляющей консоли сразу
по всей длине, предотвращается сдвиг и повреждение наружных слоев пшопа.
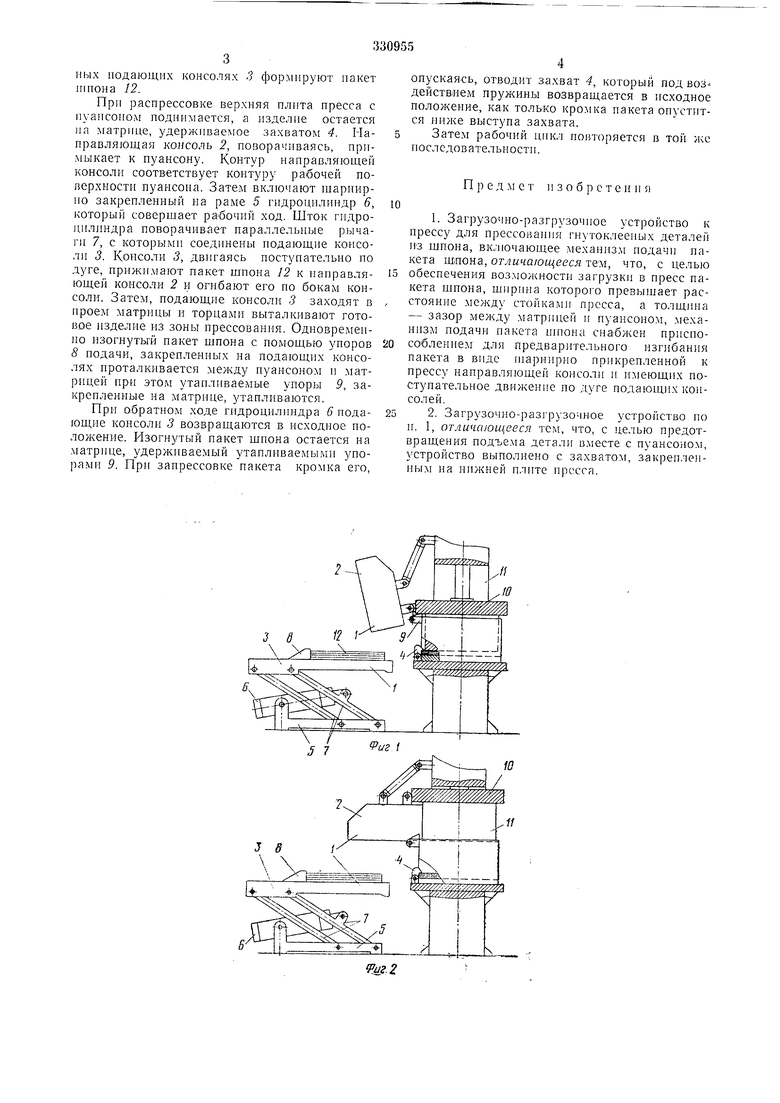
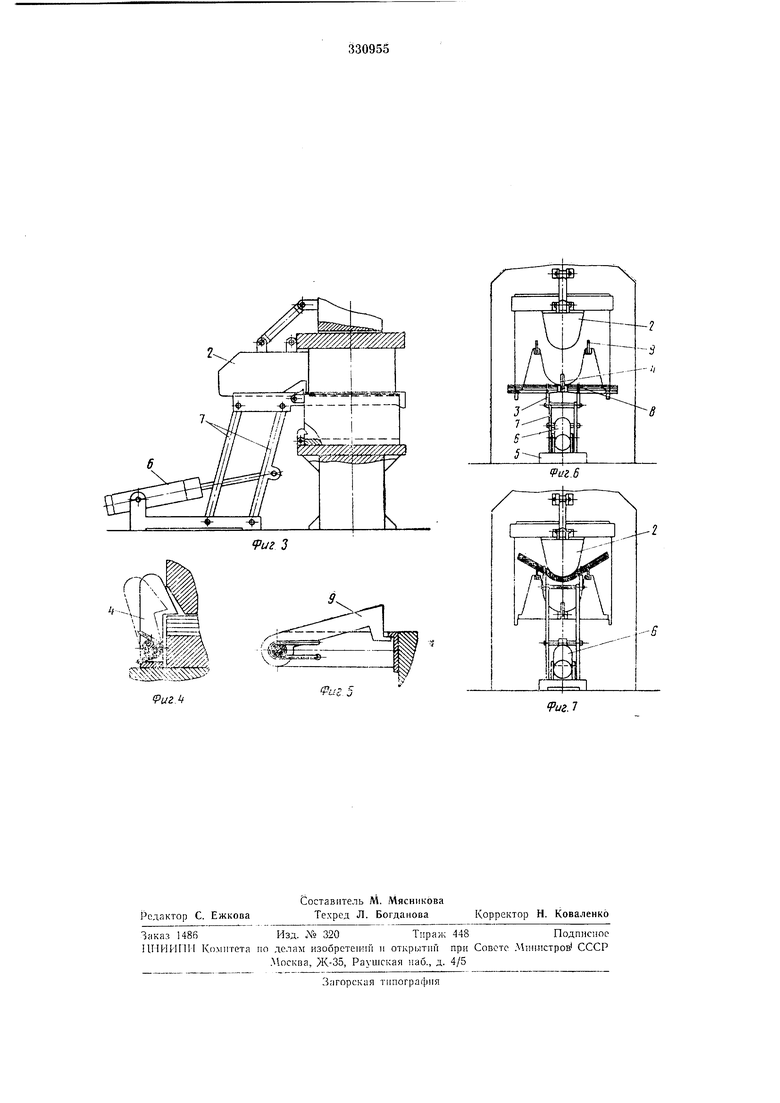
Па фиг. 1 изображено предлагаемое устройство, вид сбоку (в период формирования пакета); на фиг. 2 - то же, (в исходиом положении загрузки); иа фиг. 3 - то же, (в конечном положении загрузки); на фиг. 4 -захват, вид сбоку; на фиг. 5 - утапливаемый упор, вид сбоку; на фиг. 6 - предлагаемое устройство, вид спереди (в исходном иоложеПИИ загрузки); на фиг. 7 - то же, (в конечном положении загрузки).
Предлагаемое устройство содержит механизм 1 подачи пакета шиона, снабженный приспособлением для нредварительиого изгибаПИЯ пакета, состоящим из направляющей 2 и подающи.х 3 консолей, захвата 4, рамы 5, гпдроцилиндра 6, параллельных рычагов 7, уноров 8 подачи и утапливаемых упоров 9.
ных подающих консолях 3 формируют пакет питона 12.
При распрессовке верхняя плита пресса с пуансоном подппмается, а нзделпе остается ла матрпце, удержпваемое захватом 4. Направляющая консоль 2, поворачпваясь, прпмыкает к пуансону. Контур направляющей консолн соответствует контуру рабочей поперхностп пуансона. Затем включают п арпирпо закрепленный на раме 5 гндроцнлпндр 6, который совершает ра-бочнй ход. Шток гидролнл 1ндра поворачпвает параллельные рычагп 7, с которымн соедннены подающне консолн 3. Консоли 3, двигаясь ноступательпо по дуге, прнжп.мают пакет шпона 12 к направляющей консолн 2 и огпбают его по бокам консоли. Затем, подающне консоли 3 заходят в проем матрицы и торцами выталкивают готовое нзделпе нз зоны прессования. Одиовременно изогнутый пакет ujnona с помощью упоров 8 подачи, закрепленных на подающих консолях проталкивается между пуансоном и матрицей при этом утапливаемые упоры 9, закрепленные на матрнце, утапливаются.
При о.братно.м ходе гндроцилнндра 5 подающне консолн 3 возвращаются в исходное положенне. Изогнутый пакет щпона остается на -матрпце, удержнваемый утанлнваемымн упорамн 9. Прп запрессовке пакета кромка его,
опускаясь, отводит захват 4, который под воздействием прулсины возвращается в псходное положение, ка.к только кромка пакета опустптся ннже выступа захвата.
Затем рабочий цпкл повторяется в той же последовательностн.
Предмет и з о б р с т е н и л
1. Загрузочно-разгрузочное устройство к прессу для прессования гнутоклееных деталей НЗ щпона, включающее механнзлг подачи пакета щ;пона, отличающееся тем, что, с целью
обеспечения возможностн загрузки в пресс пакета щпона, щнрнна которого превыщает расстояние между стойкадп п зссса, а толщина - зазор между матрицей и пуансоном, .механнзм подачи пакета ншона снабжен прнспособлением для предвар ггельного изгнбання пакета в виде гиарннрно прнкрепленной к прессу направляющей консоли и нмеющнх поступательное движение по дуге подающих консолей.
2. Загрузочно-разгрузочное устройство но н. 1, отличаюш свся тем, что, с целью предотвращения подъема детали вместе с пуансоном, устройство выполнено с захватом, закрепленным на ннжней нлнте ирссса.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ДЛЯ | 1973 |
|
SU387828A1 |
| ПРЕССФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ ИЗДЕЛИЙ | 1970 |
|
SU258563A1 |
| 5И5.ПИСГСКА | 1973 |
|
SU372064A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ФОРМИРОВАНИЯ ЗАГОТОВОК ЦАРГ | 1971 |
|
SU295694A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТОКЛЕЕНЫХБлаков | 1970 |
|
SU273408A1 |
| Устройство для загрузки пакетов шпона в многоэтажный пресс | 1983 |
|
SU1142282A1 |
| Гидравлический пресс для вормирования заготовок стульевых царг из проклеенных листов древесного шпона | 1958 |
|
SU123309A1 |
| Устройство для изготовления гнутоклееных заготовок | 1983 |
|
SU1123851A1 |
| Пресс-форма для изготовления изделий из шпона | 1977 |
|
SU651945A1 |
| Устройство для горячего прессования | 1974 |
|
SU517948A1 |
k4
,
ч ///////////// jf
«gS&gg-jrtrljL-aa.-im I
iPuzM
Vuz.l
