1
Изобретение может быть использоваио : деревообрабатывающей промышлеииости.
Известный пресс для изготовления гнутоклееных деталей мебели, включающий гидравлический привод, гидр о цилиндры вертикального и бокового прессования механизмы загрузки и выгрузки, сменные пресс-формы, состоящие из пуансона и матрицы е подвижными боковинами, систему автоматического управления .и узел ТВЧ, имеет сложную гидросхему и невысокую универсальность.
Цель изобретения - упрощение гидросхеiMbi, а также гювышелие универсальности пресса.
Достигается это тем, что гидроцилиндры бокового ирессозаиия снабжены пружинами возврата, а щтоки цилиндров выполнены с ввинченными в них пакоиечяиками, причем к пуансону подвещены штанги, взаимодействующие с конечныМИ выключателями, и пресс выполнен с электрической блокировкой.
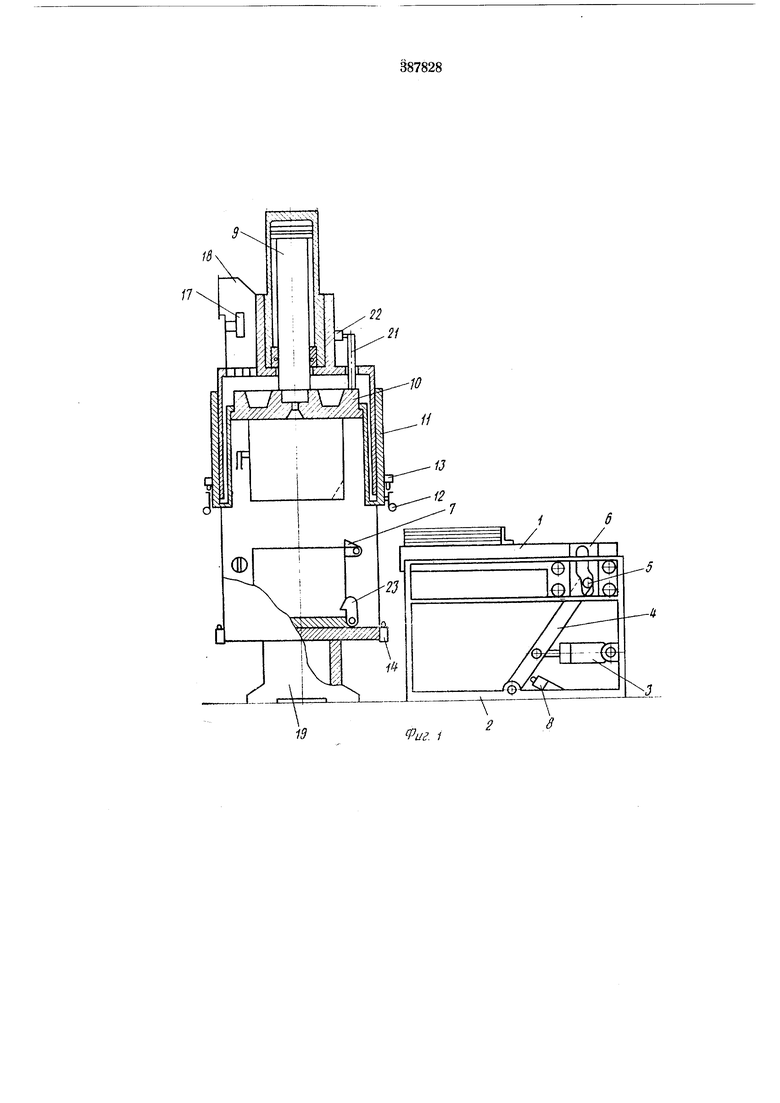
На фиг. 1 изображен предложенный пресс, вид сбоку; на фиг. 2 - то же, без загрузочного устройства, вид спереди.
Пресс для изготовления гиутоклееных деталей мебели состоит из каретки /, загрузочного устройства 2, гидроцилиндра 3, рычага 4, ролика 5, кулисы 6., утапливаемых упоров 7, конечного выключателя 8, гидроцилиндра 9, ползуна 10, крыщек //, штанг 12, конечных
выключателеГ 13 и 14, гидроцилппдров 15, наконечников 16, реле 17 потока воздуха, патрубка 18 отсоса воздуха, станины 19 пресса, пружин 20, штока 21, конечного выключателя 22, пружинного захвата 23.
Работает пресс следующим образом.
На консоль каретки 7 загрузочного устройства 2 укладывают пакет намазанного клеем шпона и подают давление в поршневую полость гидроцнлиндра 3. Происходит загрузка пакета в пресс и одаоврелюнно выгрузка готового изделия из пресса. При повороте рычага 4 закрепленны на его конце ролик 5, иеремещая каретку Л дв жется по криволинейному иазу кулисы 6. ilpit этом благодаря криволпнейности паза на участке отрыва пзделия от поверхности матрицы копсольно каретки / возникает максимальное усилие и минимальная скорость. При возвращении каретки 1 в исходное положение иакет, удерживаемый утанливаемыми упорами 7, остается на матрице, а рычаг 4 нажимает на конечный выключатель 8, разрешающий опускание пуансона.
Давление подают в порщневую полость гидроцилиидра 9, который опускает ползун 10 с закрепленными на нем пуансоном и крышкамн //, Происходит прессование средней части пакета. В случае попадания руки работающего под крышку // штанга 12, нажимая на конечный выключатель 13, останавливает пресс. Крышки // в крайнем ннжнем положении нажимают на конечные выключатели 14, разрешающие подачу на пресс токов высокой частоты. При достижении давления заданной величины на средней частп пакета с помош,ью электроконтактного манометра включается автономно действующий гидропривод гндроцилиндров 15 бокового нрессования. Шарнирно соединенные с помощью вывинчивающихся наконечников 16 с боковинами матрицы гидроцилиндры 15 производят црессование боковых участков пакета. Когда боковое давление достигнет номинала, с помощью электроконтактного манометра включается подача токов высокой частоты для сушкн клеевых швов, а также вк;почаются реле времени иодачн токов высокой частоты и прессования. Подачу токов высокой частоты разрешает реле 17 потока воздуха, установленное в патрубке 18 отсоса воздуха на станине 19 цресса.
В период прессования на консоль кареткн Л укладывают новый пакет шпоца. При отсосе воздуха в закрытой полости пресса создается пониженное давление, ускоряющее испарение летучих веществ, входящих в состав клея, и сокращающее время сущки клеевых швов. С иомощью последовательно срабатывающих реле вреамени сначала отключается подача токов высокой частоты, а затем по истечении выдержки изделия под давлением без нагрева происходит распрессовка. При
этом щтоки гндроцилиндров 15 под воздействием пружин 20, возвращаясь в исходное положение, размыкают боковины матрицы.
Подъем ползуна 10 с пуансоном и крышками // происходит с запозданием, вследствие влияния инерции масс и коэффициента жесткости гидросистемы.
В верхнем положении шток 21, закрепленный на ползуне 10, нажимает на конечный выключатель 22, останавливающей ползун 10.
Р1зделие при подъеме пуансона остается на матрице, удерживаемое пружинным захватом 23. Затем цикл повторяется.
Предмет изобретения
1. Пресс для изготов.;1ения гнутоклеены.ч деталей мебели, включающий гидравлический привод, гидроцилиндры вертикального
и бокового нрессовання, механизмы загрузки и выгрузки, сменны§ пресс-формы, состоящие из нуансона и матрицы с подвижными боковинами, систему автоматического уиравления и узел ТВЧ, отличающийся тем, что,
с целью уирощения гидросхемы, а также повышения универсальности пресса, гидроцилиндры бокового нрессования снабжены пружинами возврата, а штоки цилиндров выполнены с ввинченными в них наконечниками.
2. Пресс по п. 1. отличающийся тем, что к пуансону нодвещены штанги, взаимодействующие с конечными выключателями.
3. Пресс но н. 1, отличающийся тем, что он выполнен с электрической блокировкой.
Риг. 1
i6 2015
fui 2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ МЕБЕЛЬНЫХ ЗАГОТОВО'КИЗ ШПОНА | 1970 |
|
SU259349A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА АЛМАЗНЫХ ИНСТРУМЕНТОВ | 1969 |
|
SU233416A1 |
| ВСЕСОЮЗНА пдтгнгно-яхш^ f?(!:'i'5^>&iOTQ-tA | 1973 |
|
SU361871A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЗАГОТОВОК ОБОЛОЧКИ | 2009 |
|
RU2380223C1 |
| Установка для изготовления алмазных инструментов | 1975 |
|
SU552136A2 |
| Способ получения пакетов из лома по форме внутреннего пространства электропечи и устройство для его осуществления | 1984 |
|
SU1167037A1 |
| Устройство для прессования порошка | 1980 |
|
SU942885A1 |
| УСТАНОВКА ДЛЯ КИПОЗЛИ!:Я МАТЕРИАЛОВ | 1969 |
|
SU235483A1 |
| Устройство для изготовления гнутоклееных блоков | 1982 |
|
SU1115904A1 |
| ВИНТОВОЙ ВИБРОПРЕСС | 1993 |
|
RU2114736C1 |