Изобретение относится к области машиностроения и может быть использовано для измерения взаимного расположения поверхностей.
Известны способы измерения взаимного положения осей отверстий с использованием шпинделей образцового вращения, оснащенных датчиками .положения, эталонной сферы и узла записи круглограмм, заключающиеся в нанесении на один носитель информации двух круглограмм, нахождении центров записи последних и определении отклонения взаимного положения осей от заданного по проекции относительного смещения центров записи круглограмм на заданное направление.
Предлагаемый способ отличается от известных тем, что эталонную сферу располагают так, чтобы ее центр совпадал с точкой номинального пересечения осей контролируемых отверстий, а за направление проектирования принимают нормаль к их плоскости.
Это позволяет измерить величину непересечения двух номинально лежащих в одной плоскости осей отверстий.
Для нахождения направления проектирования перед записью первой круглограммы устанавливают измерительный щуп первого датчика в точку эталонной сферы, наиболее удаленную от плоскости осей контролируемых отверстий, и отмечают на носителе информации положение записывающего пера. Перед записью второй круглограммы устанавливают в ту же точку измерительный щуп второго датчика, а носитель информации поворачивают до совмещения записывающего пера с отмеченной точкой.
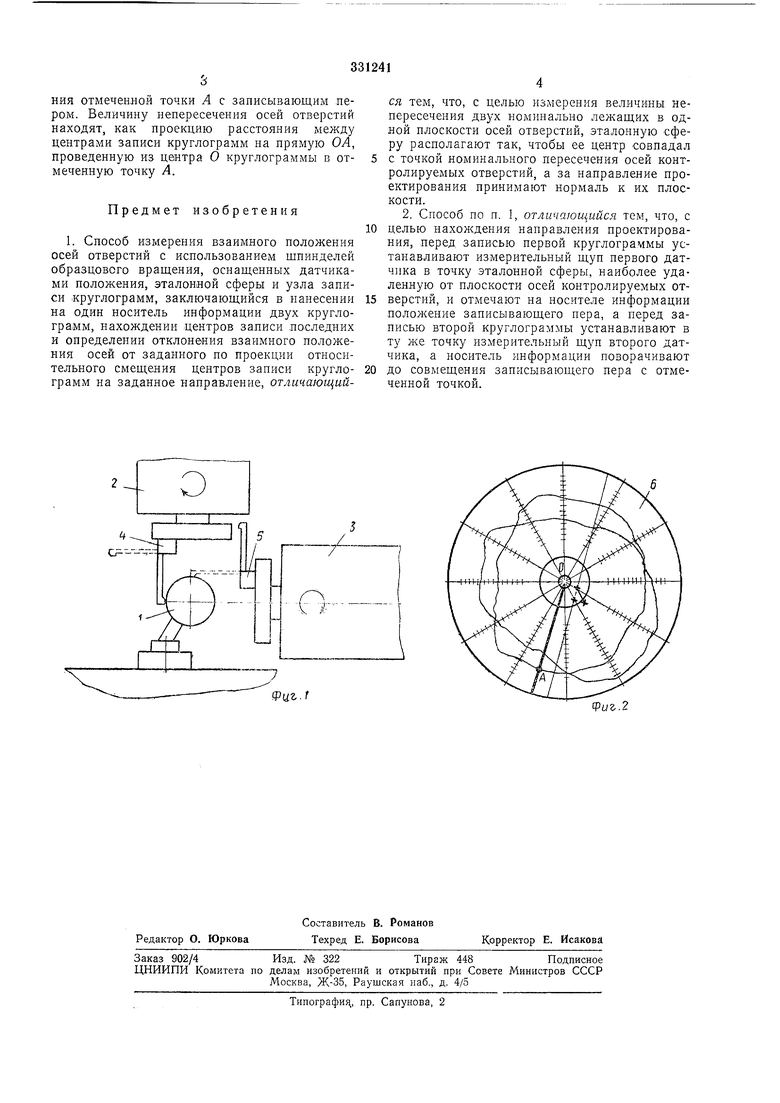
На фиг. 1 дана схема контроля величины непересечения осей отверстий; на фиг. 2 - носитель информации с результатами записи двух круглограмм.
Эталонную сферу / устанавливают так, чтобы ее центр совпадал с номинальной точкой пересечения контролируемых осей. Шпиндели 2 и 3 образцового вращения устанавливают в контролируемые отверстия. Поочередно прпводят во взаимодействие с эталонной сферой измерительные щупы датчиков 4 и 5 полол ения, залисывают круглограммы на один носитель 6 информации и находят центры записи (см. фиг. 2). Для нахождения на носителе 6 информации направления, соответствующего нормали к плоскости осей контролируемых отверстий, при записи первой круглограммы устанавливают измерительный щуп датчика 4 в точку эталонной сферы, максимально удаленную от плоскости осей, н отмечают на носителе информации точку А, характеризующую полол ение записывающего пера. При записи круглограммы измерительный щуп датчика 5 устанавливают в ту же точку, а носиния отмеченной точки Л с запнсызающим пером. Величину непересечения осей отзерстий находят, как проекцию расстояния между центрами записи круглограмм на нрямую ОА, проведенную из центра О круглограммы в от- 5 меченную точку А. Предмет изобретения 1. Способ измерения взаимного положения осей отверстий с использованием щпинделей образцового вращения, оснащенных датчиками положения, эталонной сферы и узла записи .круглограмм, заключающийся в нанесении 15 на один носитель информации двух круглоrpaiMM, нахождении центров записи .последних и определении отклонения взаимного положения осей от заданного по проекции относительного смещения центров записи кругло- 20 грамм на заданное направление, отличающий10ся тем, что, с целью измерения величины непересечения двух номинально лежащих в одной плоскости осей отверстий, эталонную сферу располагают так, чтобы ее центр совпадал с точкой номинального пересечения осей контролируемых отверстий, а за направление проектирования принимают нормаль к их плоскости. 2. Способ по п. 1, отличающийся тем, что, с целью нахол дения направления проектирования, перед записью первой круглограммы устанавливают измерительный щуп первого датчика в точку эталонной сферы, наиболее удаленную от плоскости осей контролируемых отверстий, и отмечают на носителе информации положение записывающего пера, а перед записью второй круглограммы устанавливают в ту же точку измерительный щуп второго датчика, а носитель информации поворачивают до совмещения запргсывающего пера с отмеченной точкой.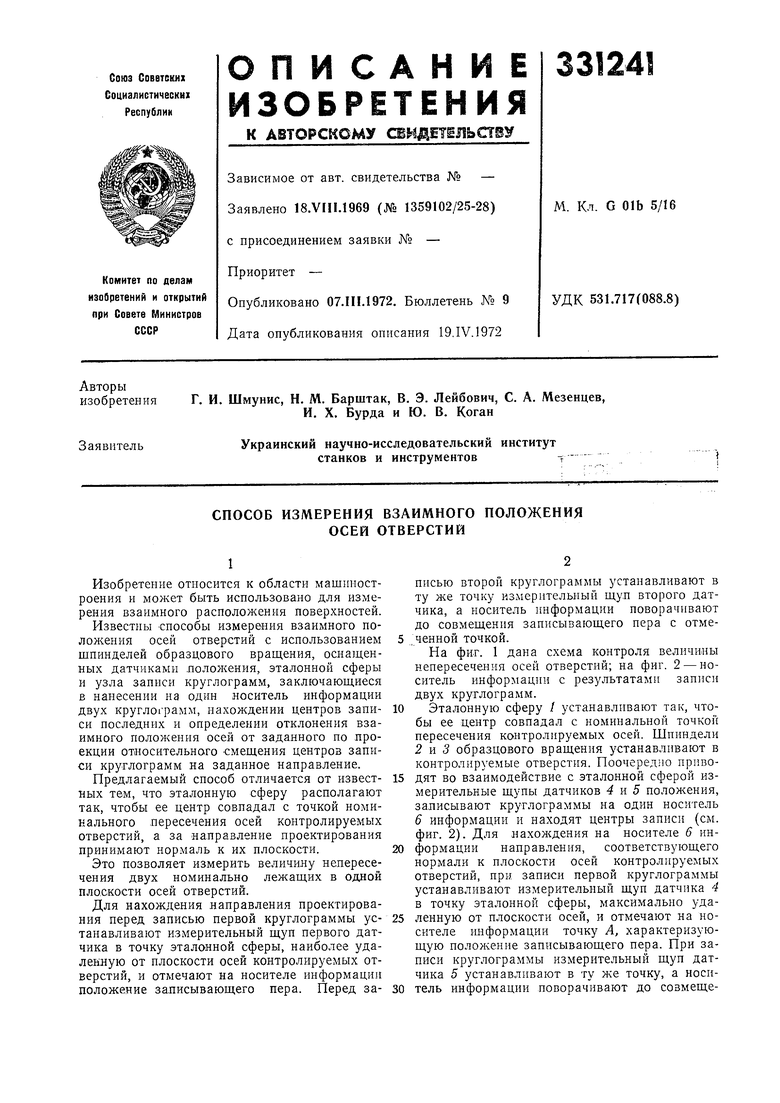
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ РАЗМЕРНЫХ ПАРАМЕТРОВ | 1971 |
|
SU419711A1 |
| Способ контроля точности подшипников | 1971 |
|
SU446736A1 |
| СФЕРОМЕТР УНИВЕРСАЛЬНЫЙ МОТОРИКИНА Г.П. | 2001 |
|
RU2198378C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЕЙСТВИТЕЛЬНЫХ РАЗМЕРОВ ПАРАМЕТРОВ НАРУЖНЫХ ПОВЕРХНОСТЕЙ И РАДИУСОВ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2159920C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЕЙСТВИТЕЛЬНЫХ РАЗМЕРОВ ПАРАМЕТРОВ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ И РАДИУСОВ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2188388C2 |
| Способ измерения размерных параметров цилиндрических деталей | 1983 |
|
SU1096488A1 |
| СПОСОБ РАЗМЕРНОГО КОНТРОЛЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, ИМЕЮЩИХ КРУГЛЫЕ СЕЧЕНИЯ | 2007 |
|
RU2348006C1 |
| Устройство для измерения шага точных винтов | 1980 |
|
SU953452A1 |
| Способ проверки прибора для измерения некруглости | 1971 |
|
SU516899A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОЧНОСТИ ВРАЩЕНИЯ ДВУХРЯДНОГО РОЛИКОПОДШИПНИКА ПРИ ИМИТАЦИИ РАБОЧЕГО НАТЯГА | 2010 |
|
RU2451275C1 |
Фиг.2
