Изобретение относится к производству сосудов высокого давления.
Известен способ изготовления многослойных обечаек для сосудов высокого давления путем спиральной навивки на центральную трубу рулонной нолосы, конец которой приваривают замыкающим шъои к нижележащему слок.
Предложенный способ позволяет повысить прочность изготавливаемого сосуда за счет равномерного распределения напряжений в зоне щва. Для этого замыкающий шов выполняют в виде кривой, симметричной относительно продольной оси полосы.
При этом конец полосы можно перед прнваркой обрезать по кривой, симметричной относительно продольной оси полосы, а для сосуцоъ с наружным кожухом на конп,е полосы прорезают пазы по кривой, симметричной относительно продольной осн нолосы, затем по этим пазам осуществляют сварку.
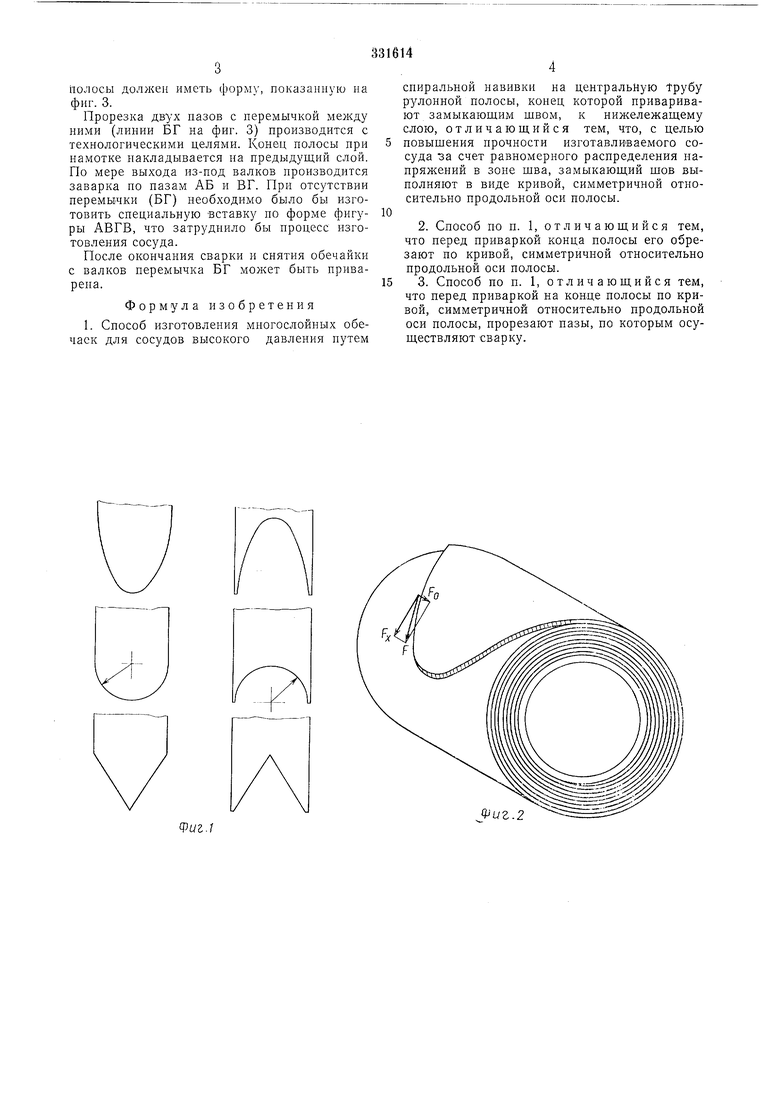
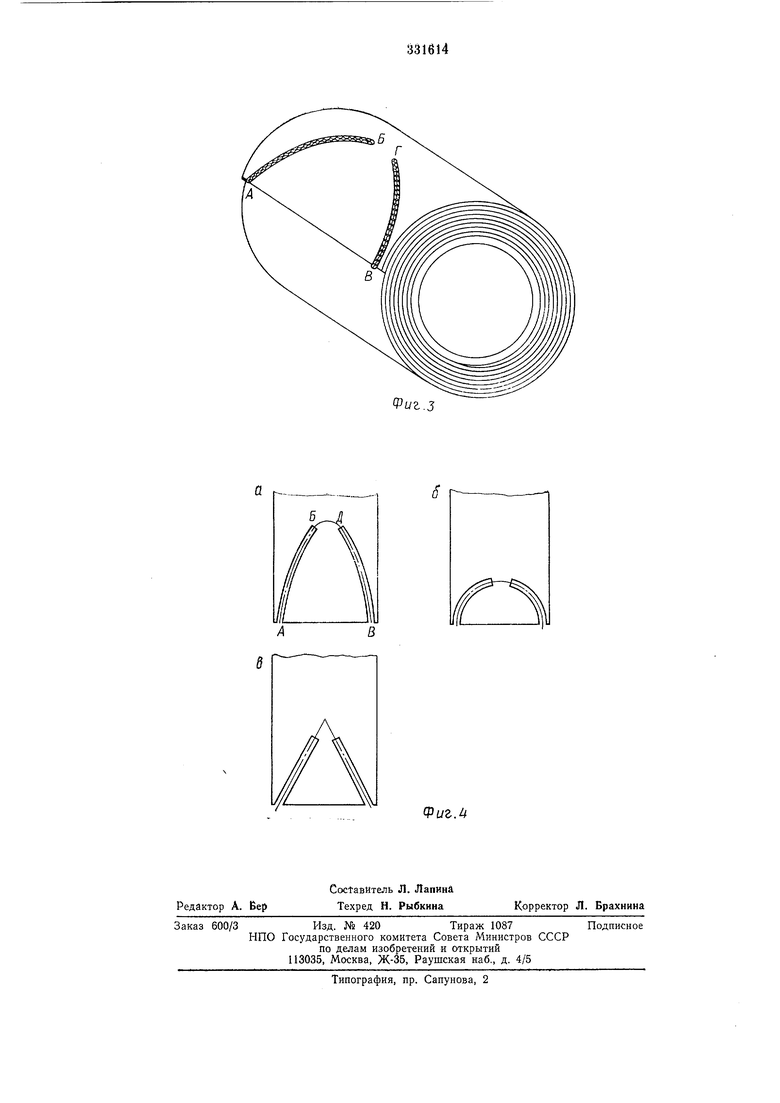
На фиг. 1 показаны различные конфигурации замыкающего щва; на фиг. 2 - обечайка, у которой коней, рулонной полосы обрезан по симметричной относительно продольной осн полосы кривой (параболе) и приварен по обрезанной кромке к нижележащему слою; на фиг. 3 - обечайка (для сосуца с наружным кожухом), у которой по окончании намотки на конце рулонной полосы симметрично ее продольной оси прорезаны пазы (по параболе), а затем по ним конец полосы приварен к нижележащему слою; на фиг. 4 - примеры различных вариантов прорезки пазов в полосе в развернутом состоянии для случаев выполнения обечаек с кожухами, в том числе: прорезка по параболе, прорезка по полуокружности и прорезка по прямым линиям.
При этом способе изготовления силы сжатия F (см. фиг. 2), возникающие при сварке, действуют не по образующей, как у известного прототипа (см. фиг. 1), а в большей своей части вдоль окружности обечайки, способствуя стяжке ее. На фиг. 2 показано разложение этой силы на две составляющие FO и fx. Причем вдоль всего шва . Кроме того, сила FO, эквивалентная F на фиг. 1, рассредоточена вдоль окружности обечайки и не
действует по одной линии как у прототипа. Поэтому при сварке не происходит деформации полосы и образования зазоров.
Пол действием внутреннего давления изменение напряжений от кольцевых растягивающих сил при осуществлении предлагаемого способа происходит плавно без образования зон повытецных и пониженных напряжений. Перед установкой наружного кожуха к образующей АВ (см. фиг. 3) приставляется Полосы должен иметь форму, показа1П1ую на фиг. 3. Прорезка двух пазов с перемычкой между ними (линии БГ на фиг. 3) производится с технологическими целями. Конец полосы при иамотке накладывается на предыдущий слой. По мере выхода из-под валков производится заварка по пазам АБ и ВГ. При отсутствии перемычки (БГ) необходимо было бы изготовить специальную вставку по форме фигуры АВГВ, что затруднило бы процесс изготовления сосуда. После окончания сварки и снятия обечайки с валков перемычка БГ может быть приварена. Формула изобретения 1. Способ изготовления многослойных обечаек для сосудов высокого давления путем спиральной навивки на центральную tpy6y рулонной полосы, конец которой приваривают замыкающим швом, к нижележащему слою, отличающийся тем, что, с целью повышения прочности изготавливаемого сосуда за счет равномерного распределения напряжений в зоне шва, замыкающий щов выполняют в виде кривой, симметричной относительно продольной оси полосы. 2.Способ по п. 1, отличающийся тем, что перед приваркой конца полосы его обрезают по кривой, симметричной относительно продольной оси полосы. 3.Способ по п. 1, отличающийся тем, что перед приваркой на конце полосы по кривой, симметричной относительно продольной оси полосы, прорезают пазы, по которым осуществляют сварку.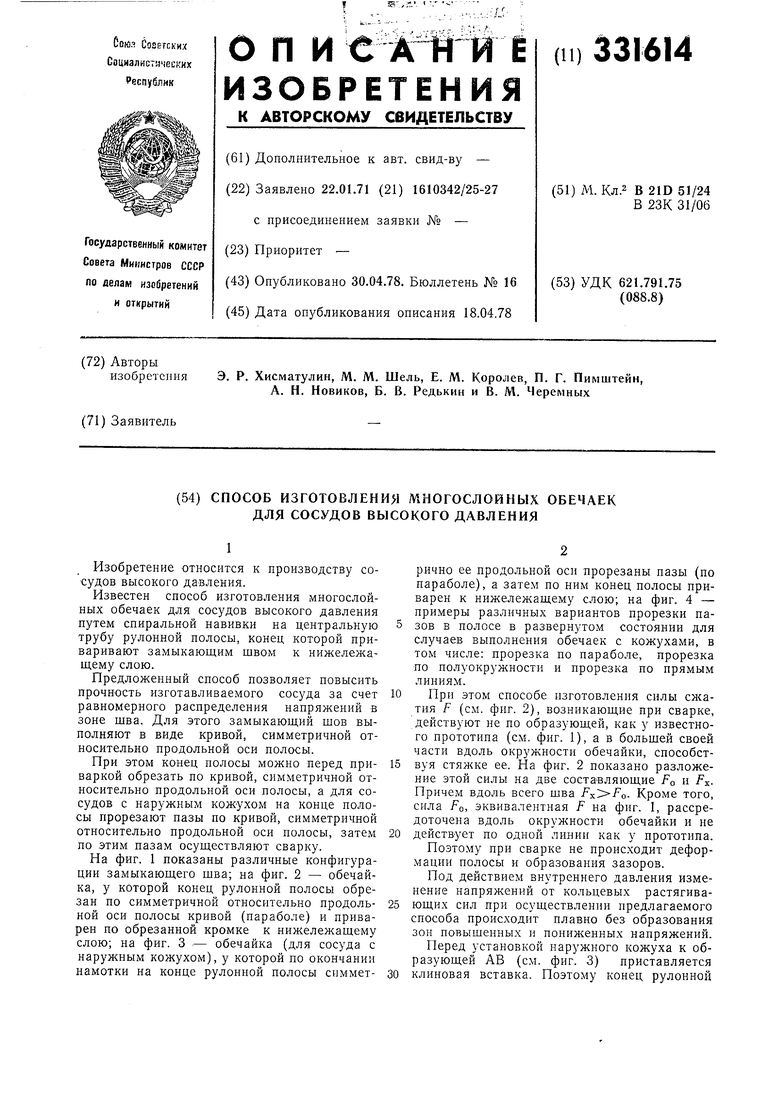
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных многослойных сосудов высокого давления | 1986 |
|
SU1359044A1 |
| Способ изготовления многослойных конструкций | 1984 |
|
SU1186443A1 |
| СПОСОБ СБОРКИ КОЖУХОТРУБЧАТОГО ТЕПЛООБМЕННИКА | 2005 |
|
RU2284889C1 |
| Способ изготовления сферических многослойных сосудов | 1976 |
|
SU749510A1 |
| Способ изготовления многослойных корпусов сосудов и труб | 1981 |
|
SU1013059A1 |
| Способ производства многослойных труб и сосудов | 1987 |
|
SU1447497A1 |
| Способ изготовления многослойных обечаек | 1981 |
|
SU1007796A1 |
| КОНТЕЙНЕР ДЛЯ ТРАНСПОРТИРОВАНИЯ И/ИЛИ ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2002 |
|
RU2213382C1 |
| СПОСОБ ОПРЕССОВКИ МНОГОСЛОЙНОЙ ЦИЛИНДРИЧЕСКОЙ ОБЕЧАЙКИ | 2007 |
|
RU2389577C2 |
| Способ изготовления обечайки | 1991 |
|
SU1773527A1 |
Фиг.Г
Фиг
Фиг.5
