Изобретение относптся к области металлургии, В частности к получению литых заготовок.
Известны способы разливки металлов и их сплавов, позволяющие интенсифицировать скорость затвердевания литых заготовок и улучшать их качество путем предварительного пропускания металла или сплава через слой охлаждаюи1,ей среды, иаходяи1,ейся в изложнице или кристаллизаторе.
Недостатками таких способов является то, что мениск формирующейся заготовки находится в контакте с охлаждаюн1е1 1 средой. Это ведет к возникновению восходящих потоке) паров и газов в полости кристаллизатора или изложиицы. Восходяище иотоки паров и газов уносят часть капель металла Или кристаллизатора, наруигают нормальный теплообмен между жидким теплоносителем и надаюними каплямп металла.
Кроме того, наличие у мениска формнру 0щейся заготовки жидкой среды ведет к дополнительному газонасыщению заготовки и, как правило, к поражеиию последней порами и раковинами, которые могут располагаться в беспорядке по сечению заготовки.
С целью устранения указаииых иедостатков по предлагаемому способу слой циркулируюи|.ей жидкости, через который частично или полностью проходит разливаемый металл до прихода на мениск формируемой заготовки.
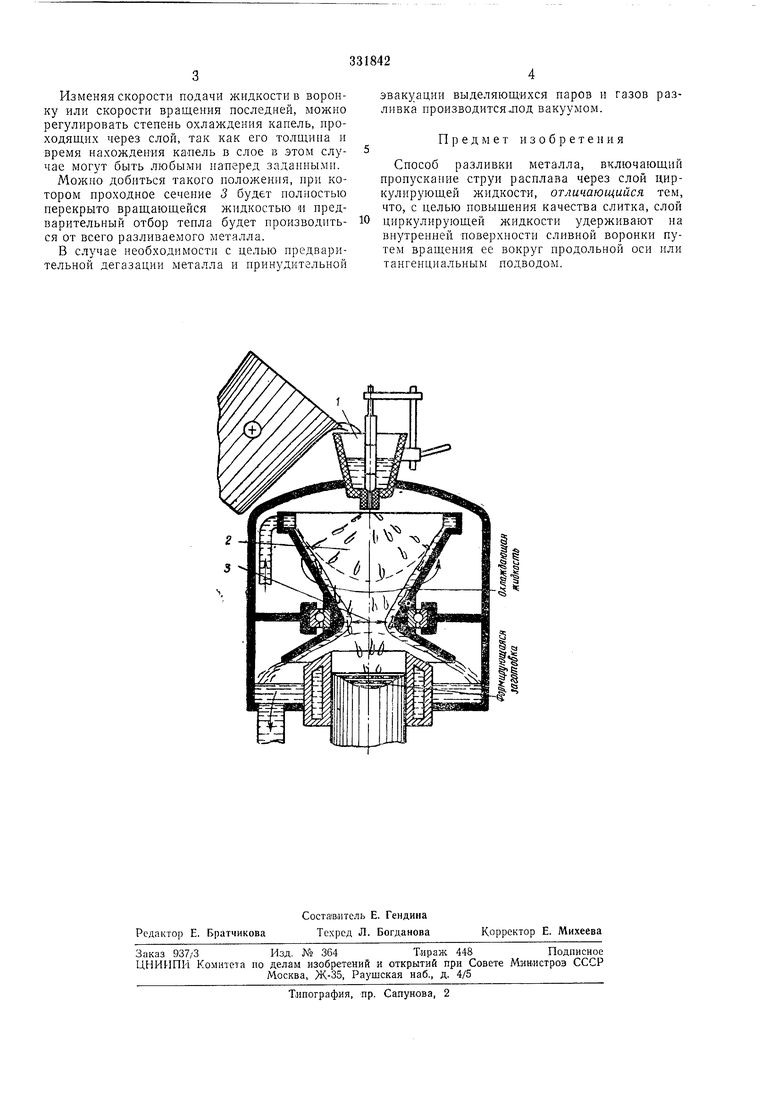
удерживают в воронке, вне полости изложницы или кристаллизатора, с помощью центробежных сил или сил натял едня. На чертеже представлен пример осуществления нредлагаемого способа в приложении к непрерывной разливке.
Металл, вытекая через стакан нромежуточной емкости /, попадает в зону 2 дробле1П1я и предварительиого охлаждения канель. Жндкость, подаваемая в воронку, нижняя часть которой выиолнена в виде криволинейного диффузора, равномерным слоем стекает вниз и, не попадая в кристаллизатор, направляется на слив.
При иодлче охлаждаюн1ей жидкости тангенциально новерхиостн воронки необходимый слой ли1дкости удерживается центробежным силамн, а излин1ек жндкости сливается через верх воронки и через диффузор, минуя полость
крнсталлнзатора. Аналогичный эффект может быть достигнут за счет воронки вокруг продольной оси.
При прохождении зоны 2 часть разработанной струи проходит через слой охлаждающей
жидкости, а часть попадает в кристаллизатор прямо через проходное сечение 3. Часть каиель .металла, проходящая через слой охлаждаюн1.ей жидкости, охлаждается и, скатываясь но поверхиости воронки, также попадает в
Изменяя скорости подачи жидкости в воронку или скорости вращения последней, можно регулировать степень охлаждения капель, проходящих через слой, так как его толщина н время нахождения капель в слое в этом случае могут быть любыми наперед заданными.
Можно добиться такого положения, ири котором проходное сечение 3 будет полностью перекрыто вращающейся жидкостью и предварительный отбор тепла будет производиться от всего разливаемого металла.
В случае необходимости с целью предварительной дегазации металла и принудительной
эвакуации выделяющихся паров и газов разливка производится лод вакуумом.
Предмет изобретения
Способ разливки металла, включающий пропускание струи расплава через слой циркулирующей жидкости, отличающийся тем, что, с целью повыщения качества слитка, слой циркулирующей жидкости удерживают на виутреипей поверхности сливной воронки путем вращения ее вокруг продольной оси или тангенциальным подводом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ОХЛАЖДЕНИЯ РАЗЛИВАЕМОГО МЕТАЛЛА | 1972 |
|
SU337192A1 |
| Способ разливки металлов и сплавов | 1974 |
|
SU472745A1 |
| Устройство для охлаждения и гранулирования металла при разливке | 1975 |
|
SU531634A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЛЕГИРОВАНИЯ СТАЛИ В ПРОЦЕССЕ ОТЛИВКИ СЛИТКОВ | 2001 |
|
RU2206429C2 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА СВЕРХУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023528C1 |
| Устройство для разливки металла | 1991 |
|
SU1766599A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 1996 |
|
RU2112625C1 |
| СПОСОБ ОБРАБОТКИ СТРУИ МЕТАЛЛА ПРИ РАЗЛИВКЕ | 1992 |
|
RU2065796C1 |
| Способ непрерывной разливки металла и устройство для его реализации | 1981 |
|
SU1016051A1 |
| Способ отливки крупных слитков и устройство для его осуществления | 1981 |
|
SU1011330A1 |
