Предлагаемая установка относится к производству слоистых -пластиков.
В настоящее время слоистые пластики в большинстве случаев изготовляют на этажных прессах. Однако из-за длительности нагрева до температуры отверж дения смолы процесс прессования слоистых пластиков на этажных прессах малопроизводителен и одерживает автоматизацию -последних.
Известны также прессы непрерывного действия, например гусеничные, но они не нашли применения, так как на них не удается достигнуть в короткое -время температуры, необходимой для отверждения смолы, а поэтому невозможио получить изделий хорошего качества.
Основным недостатком онисан-ного оборудования является то, что нагрев до температуры, необходимой для размягчения и отверждения смолы, достигается иутем теплопередачи от нагретых прессующих плнт, гусениц и т. д. изделию, но вследствие малой тснлопроводности иолнмеров для достижения этой температуры требуется длительное время. Поэтому изделия приходится длительное время выдерживать под давлением, что снижает пронзводительность и повышает расход энергии.
гревательное устройство вынолнено в виде пластин с измеияюш,имся электрическим потенциалом, расположенных -по обе стороны подаваемого материала.
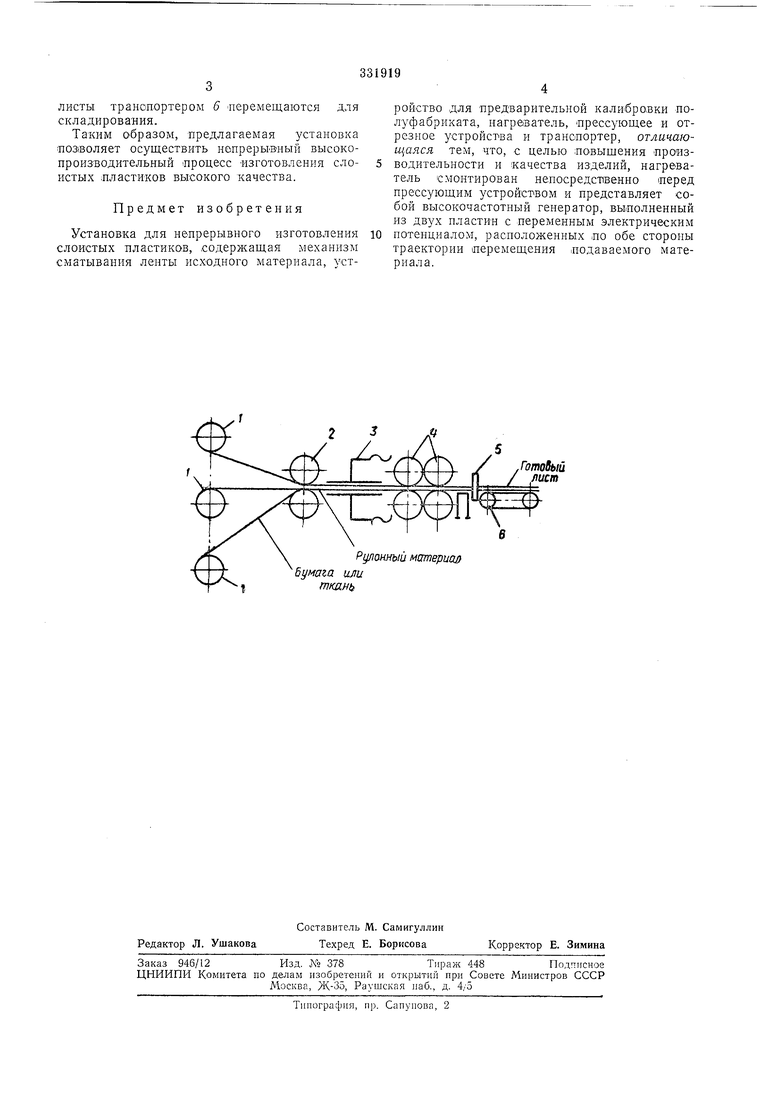
На чертеже изображена схема предлагаемой установки.
Установка включает сматываюшее устройство 1, устройство 2 для предварнтельной калибровки, генератор 3 высокой частоты, нрессуюш,ее устройство 4, отрезное устройство 5, транспортер 6.
Установка работает следующим образом. Бумага или ткань, заранее пропитанная смолой и высушенная, поступает со сматываюшего устройства 1 в устройство 2 для предварительной калибровки рулонного материала. Сформированный до нужной толщины рулонный материал проходит между пласти-намн конденсатора высокочастотного генератора 3.
Ввиду того что нагрев в высокочастотном поле осун1,ествляется сразу но всему объему, время нагрева смолы до необходимой температуры резко сокращается. После нагрева в
высокочастотном поле рулонный матер-нал -проходит между валками -прессхчошсго устройства 4, где происходит окончательное отверждение смолы и калибровка. После калибровки производится разрезка на листы требуелисты транопортером 6 перемещаются для складирования.
Таким Образом, предлагаемая установка поЗ(Воляет осуществить непрерьгоный высокопроизводительный процесс изготовлеиия слоистых лластиков высокого качества.
Предмет изобретения
Установка для непрерывного изготовления слоистых лластиков, содержащая механизм сматывания ленты исходного материала, устройство для лредварительной калибровки полуфабриката, нагреватель, лрессующее и отрезное устройства и транспортер, отличающаяся тем, что, с целью ловыц ения лроизводительности и качества изделий, нагреватель смонтирован непосредственно леред прессующим устройством и представляет собой высокочастотный генератор, выполненный из двух пластин с переменным электрическим потенциалом, расположенных ло обе стороны траектории перемещения подаваемого материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО БУМАЖНО-СЛОИСТОГО ПЛАСТИКА | 2008 |
|
RU2383441C1 |
| Способ изготовления заготовок печатных плат и двойной ленточный пресс для изготовления заготовок печатных плат | 1985 |
|
SU1579471A3 |
| АНТИАДГЕЗИОННАЯ ПРОКЛАДКА ДЛЯ ПРИМЕНЕНИЯ С ЧУВСТВИТЕЛЬНЫМ К ДАВЛЕНИЮ КЛЕЕМ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ, СЛОИСТЫЙ МАТЕРИАЛ НА ЕЕ ОСНОВЕ И СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО МАТЕРИАЛА | 1989 |
|
RU2074820C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО ПЛАСТИКА | 1969 |
|
SU248195A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПРОПИТАННЫХ СМОЛОЙ ПОЛОТЕН МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2090367C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЛАМИНАТОВ | 1989 |
|
RU2041070C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОНАГРЕВАТЕЛЯ | 1991 |
|
RU2011317C1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1971 |
|
SU431031A1 |
| Линия для непрерывного изготовления листовых слоистых пластиков | 1987 |
|
SU1454725A1 |
| ПОВЕРХНОСТЬ, ИМЕЮЩАЯ ИЗМЕНЯЕМЫЙ ЦИФРОВОЙ ОТТИСК С ПРИВОДКОЙ | 2013 |
|
RU2642767C2 |
Бумага ими
Л7/СЙ /6
Рулонный материй/}
