Изобретение касается корообдирного станка с применением наклонно поставленных валиков для вращения бревна около его оси и бесконечного транспортера с кулаками для осевого передвижения бревна. В предлагаемом станке лезвия рабочих ножей, связанных с рамами, несущими валики для вращения бревна, поставлены несколько наклонно по отношению к соприкасающейся с деревом образующей валика, с целью снимания с бревен крупных диаметров более толстого слоя, чем с бревен малого диаметра.
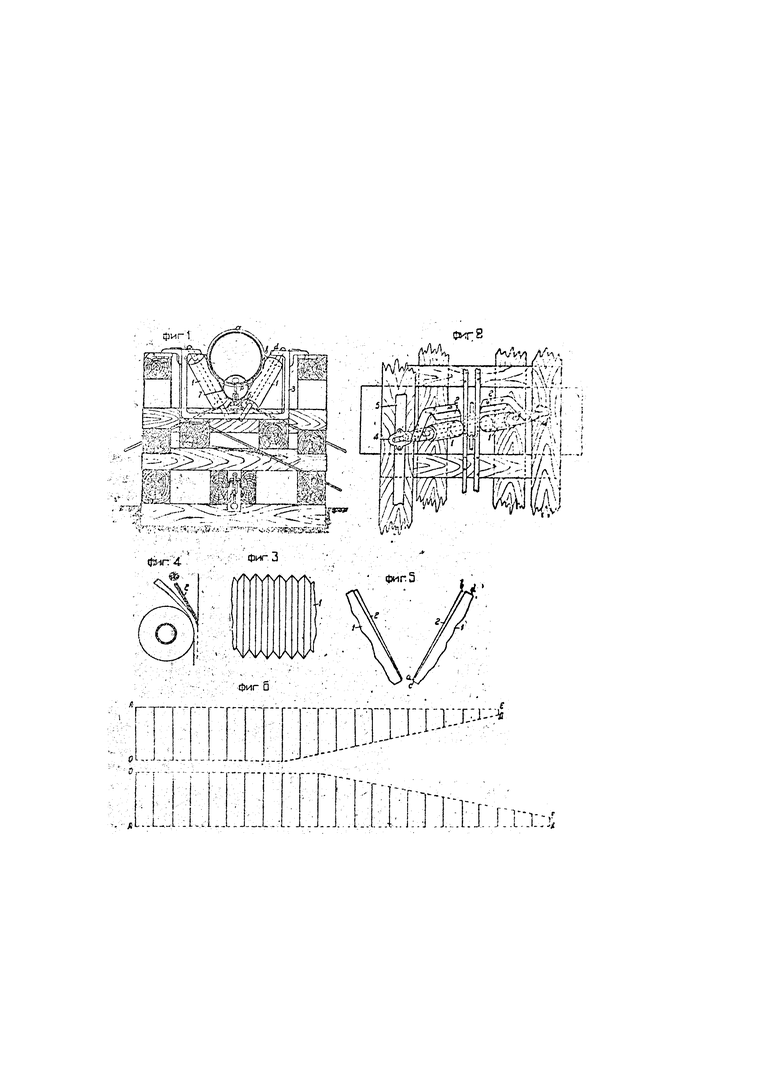
На чертеже фиг. 1 изображает поперечный разрез станка; фиг. 2 - вид части станка сверху; фиг. 3 - боковой вид валика; фиг. 4 - схему расположения ножа по отношению к валику и бревну; фиг. 5 - схему расположения лезвий ножей по отношению к образующей валика; фиг. 6 - примерную схему расположения ножей в станке.
На станине предлагаемого станка (фиг. 1, 2) укреплены рамы 3, несущие валики 1 (фиг. 1, 3) и рабочие ножи 2. Одна из опор рам 3 помещена в кулисах 4, вследствие чего для возможности окорки криволинейных бревен рамы 3 могут получать боковые смещения при передвижении этих кулис рычагом 5. Лезвия а b рабочих ножей 2 (фиг. 5) поставлены несколько наклонно по отношению к соприкасающейся с деревом образующей с, d валика 1, с целью снимания с бревен крупных диаметров более толстого слоя, чем с бревен малого диаметра.
Подлежащее окорке бревно получает перемещение вдоль станка при помощи бесконечного цепного транспортера 6, снабженного кулаками 7 для захвата бревна (фиг. 1, 2). Одновременно с осевым перемещением бревно в виду наличия валиков 1 получает вращение вокруг своей оси. При указанных движениях бревна ножи 2, укрепленные на рамах 3, производят его окорку.
Так как тонкие бревна окоряются при меньшем числе оборотов валиков 1, чем бревна толстые, то во избежание снятия повторных слоев ножи 2, устанавливаемые в рамках 3, делаются постепенно уменьшающейся длины (фиг. 6) от величины АО до величины ЕД. При этом число ножей на валиках одной стороны делается различным от числа ножей на другой стороне в зависимости от длины дуг α (фиг. 1) и β верхней и нижней частей бревна и направления вращения окоряемого бревна.
| название | год | авторы | номер документа |
|---|---|---|---|
| Корообдирный станок | 1934 |
|
SU41174A1 |
| Корообдирный станок | 1933 |
|
SU33282A1 |
| ПЕРЕНОСНОЙ КОРООБДИРНЫЙ СТАНОК | 1933 |
|
SU38773A1 |
| Корообдирная машина | 1932 |
|
SU29968A1 |
| КОРООБДИРНЫЙ СТАНОК | 1933 |
|
SU33283A1 |
| КОРООБДИРНОЙ СТАНОК | 1935 |
|
SU47438A1 |
| Окорочный станок, работающий при помощи пескоструйного аппарата | 1932 |
|
SU33670A1 |
| Корообдирный станок | 1933 |
|
SU33280A1 |
| КОРООБДИРНЫЙ СТАНОК | 1935 |
|
SU44668A1 |
| Окорочный станок | 1938 |
|
SU58897A1 |
1. Корообдирный станок с применением наклонно поставленных валиков для вращения бревна около его оси и бесконечного транспортера с кулаками для его осевого передвижения, отличающийся тем, что лезвия a b (фиг. 5) рабочих ножей 2, связанных с рамами 3, несущими валики 1 (фиг. 1, 2), поставлены несколько наклонно по отношению с соприкасающейся с деревом образующей с, d валика в целях снимания с бревен крупных диаметров более толстого слоя, чем с бревен малого диаметра.
2. Форма выполнения станка по п. 1, отличающаяся тем, что рамы 3 с валиками 1 могут получать боковые смещения в кулисах 4 в целях возможности окорки криволинейных бревен.
3. В станке, по п.п. 1 и 2 применение на рамах 3 ножей постепенно уменьшающейся длины (фиг. 6), в целях устранения снятия с тонких бревен повторных слоев.
