Известен способ плакирования металлических листав путем приварки йзрывом плакирующего листа к плакируемому, расположенных иод углом друг к другу по их длине с инициированием заряда взрывчатого вещества «а плакирующем листе. Этот способ не обеспечивает качественного сварного соединения.
Описываемый способ лишен этого недостатка благодаря тому, что листы располагают нод углом также и по их щнриве, отгибают нижний угол плакирующего листа в сторону плакируемого листа, заряд взрывчатого вещества инициируют из отогнутого угла, при этом высоту слоя взрывчатого вещества равномерно уменьщают по длине плакирующего листа от точки инициирования заряда, а в зоне инициирования заряда помещают более активиое взрывчатое вещество.
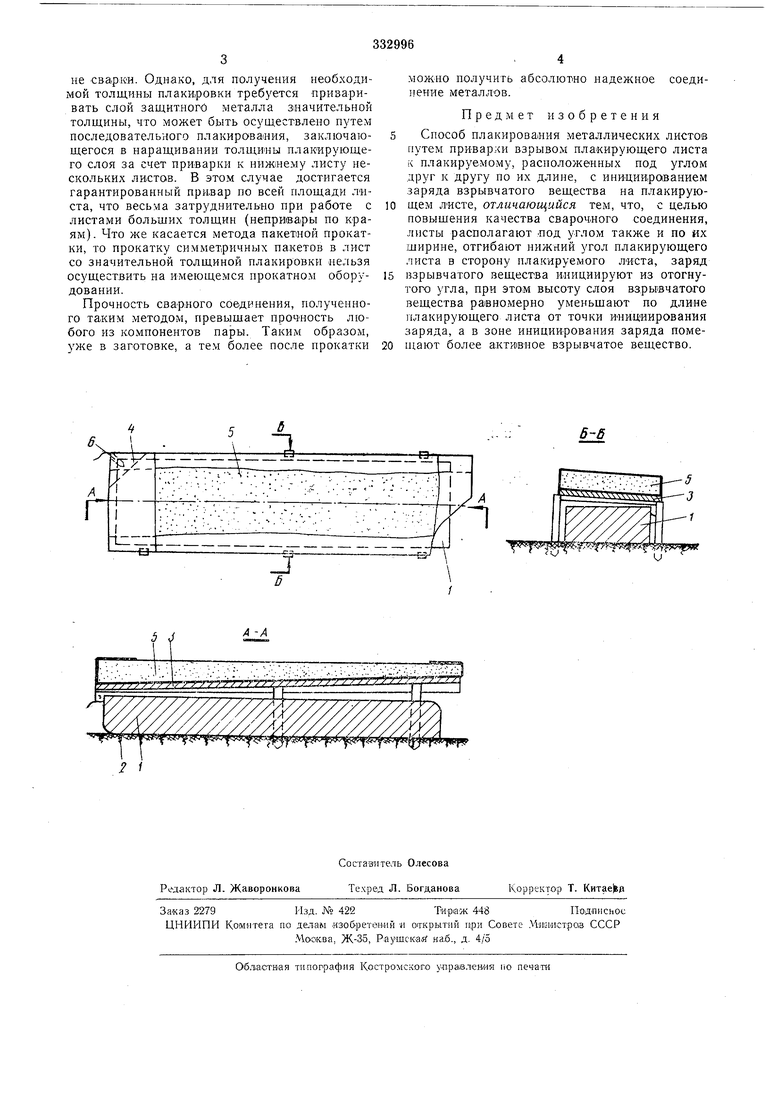
Сущность изобретения поясняется чертежом.
Плакируемый лист требуемой толщины с зачищенной от окалины (протравленной) контактной поверхностью расположен на основании 2. Над ним на определенном расстоянии (10-20 Л1Л1, в зависимости от толщины плакировки) располагается плакирующий лист 3.
Расположение плакирующего листа имеет решающее значение для его приварки во всех точках.
углом к плакируемому листу, как по длине, так и по ширине. В этих же целях угол 4 плакирующего листа размером ISOXlSO мм, у которого производится инициирование заряда, отгибается в сторону плакируемого листа на 6-8°.
На плакирующем листе помещается плоский заряд аммонита 5. Для того, чтобы исключить зону непро;вара у противоположного
конца листа, которая может возник}1уть за счет разгрузки, заряд ВВ имеет постепенно убывающую толщину, а именно на /з от его толщины, насыпаемой у места подрыва. Нниции-рование заряда производится капсюлемдетопатором 6 над огогнутым углом плакирующего листа.
В месте инициирования заряда используется более мощный заряд ВВ, с целью со-кратить время неустановивщегося режима сварки.
В результате ззрыва верхний лист приобретает скорость порядка 500-800 м/сек в направлении нижнего листа и П|рочно приваривается к нему. При соударении листов возникают высокие давления, которые приводят к
пластическим деформациям, росту температуры, очищению поверхностей (окисные пленки выносятся из зоны сварки в виде кумулятивной полены) -все это обеспечивает качественную сварку за счет частичного оплавления
не сварки. Однако, для получения необходимой толщины плакировки требуется приваривать слой защитного металла зиачительной толщины, что может быть осуществлено путем последовательного плакирования, заключающегося в наращивании толщины плакирующего слоя за счет приварки к листу нескольких листав. В этом случае достигается гарантированный привар по всей площади листа, что весьма затруднительно при работе с листами больших толщин (непрввары по краям). Что же касается метода пакетной прокатки, то прокатку симметричных пакетов в лист со значительной толщиной плакировки нельзя осуществить на имеющемся прокатном оборудовании.
Прочность сварного соединения, полученного таким методом, превышает прочность любого из компонентов пары. Таким образом, уже в заготовке, а тем более после прокатки
можно получить абсолютно надежное
соединение металлов.
Предмет изобретения
Способ плакирования металлических листов путем привархи взрывом плакирующего листа к плакируемому, расположенных под углом друг к другу по их длине, с инициированием заряда взрывчатого вещества на плакирующем листе, отличающийся тем, что, с целью повыщения качества сварочного соединения, листы располагают л од углом также и по их ширине, отгибают нижний угол плакирующего листа в сторону плакируемого листа, заряд взрывчатого вещества инициируют из отогнутого угла, при этом высоту слоя взрывчатого вещества равномерно уменьшают по длине плакирующего листа от точки инициирования заряда, а в зоне инициирования заряда помеп,ают более активное взрывчатое вещество.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2003 |
|
RU2235627C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СТАЛЬ-ТИТАН СВАРКОЙ ВЗРЫВОМ | 2000 |
|
RU2174458C2 |
| Способ плакирования металлических изделий | 1988 |
|
SU1569145A1 |
| СПОСОБ СВАРКИ ВЗРЫВОМ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2017 |
|
RU2695855C2 |
| СПОСОБ ПЛАКИРОВАНИЯ СВАРКОЙ ВЗРЫВОМ | 2002 |
|
RU2237558C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
| СПОСОБ ПЛАКИРОВАНИЯ ВЗРЫВОМ | 1997 |
|
RU2113955C1 |
| СПОСОБ ВЗРЫВНОГО ПЛАКИРОВАНИЯ ТОРЦЕВОЙ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ | 2010 |
|
RU2412033C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2009 |
|
RU2397850C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СВАРКОЙ ВЗРЫВОМ | 2009 |
|
RU2417868C2 |
Лvw г
ЛЗТ
-&
JT
Л -А
6-3
и
гт
