Изобретение относится к области производства строительных, например, железобетонных изделий.
Известно устройство для крепления форим к виброплощадке при изготовлении железобетонных изделий, включающее закрепленные на раме виброплощадки пневмоприжимы, траверсы которых соединены с зажимами для форм.
Цель изобретения - обеспечить укрепление форм различных размеров.
Достигается это тем, что пневмоприжимы выполнены с силовыми цилиндрами, на каждом штоке которых смонтирован зажим, взаимодействующий с поддоном формы.
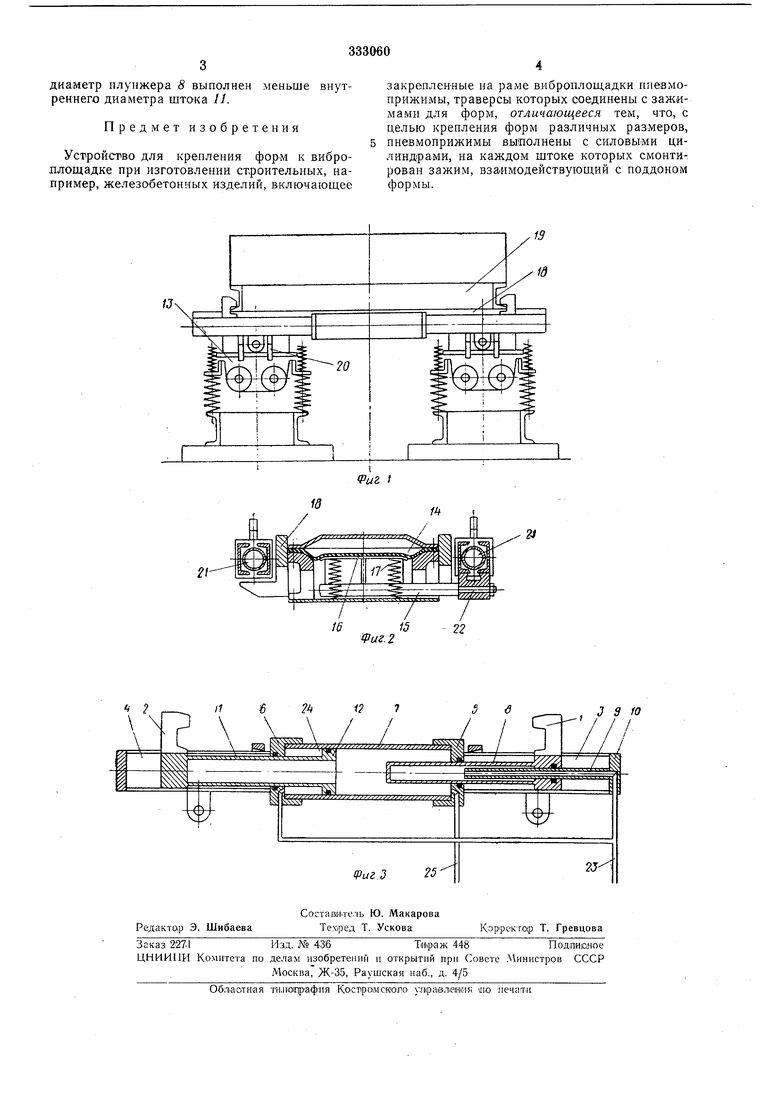
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, поперечный разрез; на фиг. 3 - вариант выполнения захвата предлагаемого устройства для закрепления узких форм, продольный разрез.
Устройство состоит из зажимов и 2, смонти1рованных в направляющих 3 vi 4, соединенных с крыщками 5 v б цилиндров 7.
Зажим 1 закреплен на полом плунжере 8, внутри которого расположена труба 9, приваренная к плите 10; зажим 2 - на полом штоке 11 порщня 12.
Устройство монтируют на виброплощадке, содержащей вибросекции 13, каждая из которых снабжена пневмоприжимом, включающим мембрану 14, траверсу 15 с приваренной упорной тарелкой 16 и возвратные пружины 17. Вибросекции 13 жестко соединены с опорами 18 для форм 19, причем к опорам приварены упорные кронщтейны 20.
Устройство 21 для крепления форм 19 щарнирно закреплено на цапфах 22 траверс 15.
Работает устройство следующим образом.
Форму 19 устанавливают на опоры 18, затем подают давление через трубопровод 23 в полость 24 цилиндра 7 и через ллиту 10 и трубу .9 - в полость плунжера 8.
Трубопровод 25 в это время соединен с атмосферой и зажимы 1 2 прижаты к краям поддона формы. Затем подают давление в полость пневлюприжима, в результате чего мембраиы 14 через упорные тарелки 16 начинают сжимать пружины /7; траверса 15 опускается вместе с устройством 21 до упора зажимов / и 2 в нижние полки щвеллеров поддона формы.
Для освобождения формы 19 полость 14 пневмоприжима соединяется с атмосферой, и пружины 17 поднимут траверсу 15 и устройство 21 в исходное положение. Затем полость 24 цилиндра 7 и полость плунжера 8 соединяются через трубопровод 23 с атмосферой, а давление подается через трубопровод 25 в цилиндр 7. В результате этого зажимы / и 2 раздвигаются.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ НА ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 1992 |
|
RU2045397C1 |
| УСТРОЙСТВО ДЛЯ НАТЯЖЕНИЯ АРМАТУРЫ | 1996 |
|
RU2104377C1 |
| ТРУБОВОЛОЧИЛЬНЫЙ СТАН | 1967 |
|
SU201308A1 |
| Способ восстановления работоспособности скважины, эксплуатирующейся штанговым глубинным насосом, и вращающееся устройство для осуществления способа | 2021 |
|
RU2766170C1 |
| МЕХАНИЗИРОВАННЫЙ АВТОМАТИЧЕСКИЙ РАМНЫЙ | 1966 |
|
SU184809A1 |
| Устройство для перезарядки подвижных пресс-форм | 1970 |
|
SU440268A1 |
| Автоматизированное станочное приспособление | 1987 |
|
SU1516300A1 |
| Устройство для прижима шлифовальной ленты к поверхности обрабатываемых плоских деталей | 1985 |
|
SU1273234A1 |
| Устройство для зажима обрабатываемых изделий | 1985 |
|
SU1283025A1 |
| Виброплощадка | 1974 |
|
SU506507A1 |
