Изобретение относится к радиотехнике и может найти применение для устройств, связанных с магнитной записью электрических сигналов.
Известно устройство для обработки рабочей поверхности магнитных головок, содержащее держатель для крепления магнитных головок, устанавливаемый в центре станка у рабочей поверхности абразивного инструмента, возле которого она совершает колебательное движение. Держатель магнитных головок приводится в колебательное движение вручную (с помощью ручки).
Из-за отсутствия в конструкции устройства регулируемых осей можно обработать только часть профиля рабочей поверхности, а обработку скосов магнитных головок производят отдельно.
Однако известное устройство не обладает достаточной точностью обработки рабочей поверхности магнитных головок.
Цель изобретения - увеличение точности обработки рабочей поверхности магнитных головок.
Это достигается тем, что на диске размещена подшипниковая обойма, расположенная в окне упомянутого рычага и кинематически соединенная с ним через дополнительный вал.
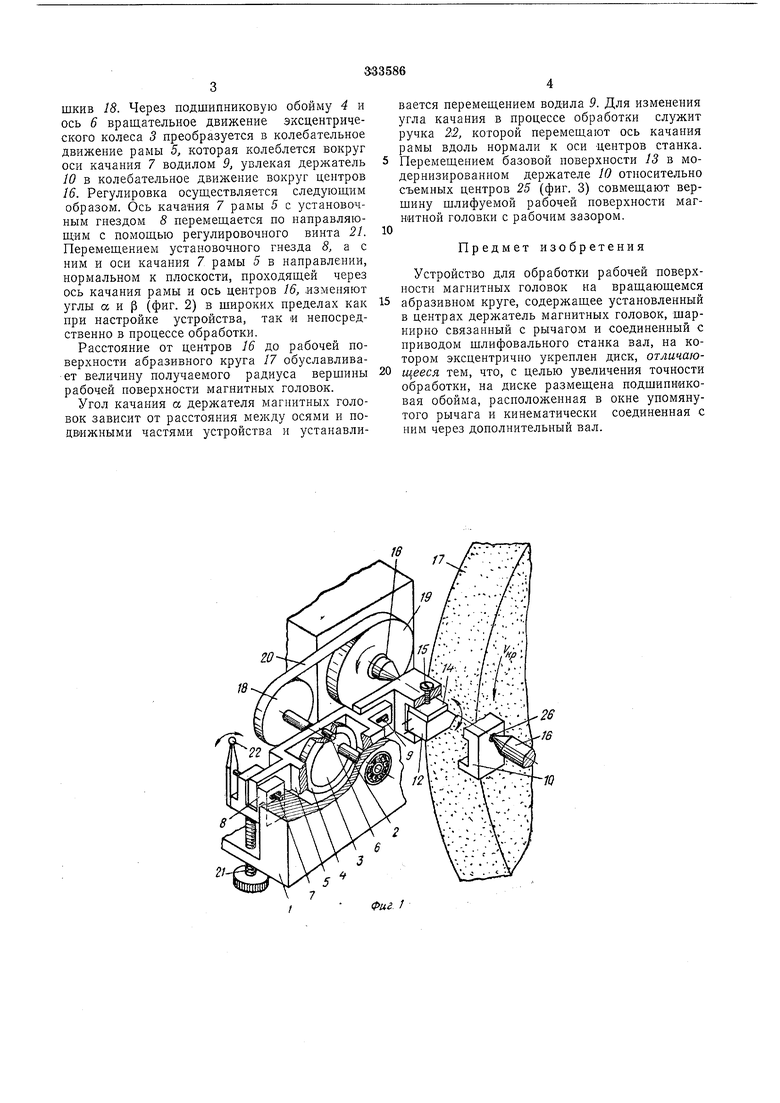
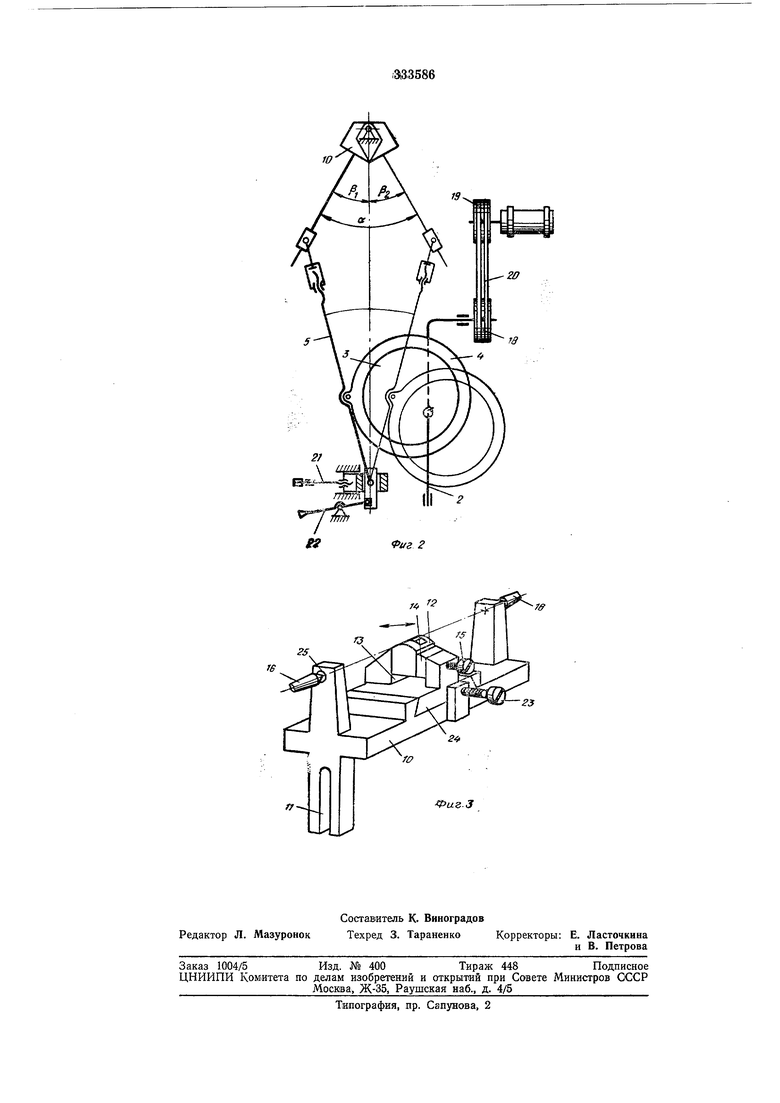
ройств; на фиг. 3 дан общий вид модернизированного узла крепления магнитных головок.
В корлусе устройства / (фиг. 1) расположена ведущая ось 2 с закрепленным на ней эксцентрическим колесом 3. Эксцентрическое колесо 3 охватывается подщипниковой обоймой 4, шарнирно соединенной с рамой 5 через ось в. Ось качания 7 рамы 5 расположена в установленном гнезде S, а второй конец рамы
5 через водило 9 связан с держателем магнитных головок 10 через шлиц 11 (фиг. 3). Держатель 10, в котором прикрепляют магнитные головки 12 к базовой поверхности 13 с помощью прижима 14 винтом 15, помещают в
центр 16, расположенный возле абразивного круга п. Закрепленный на ведущей оси 2 шкив 18 связан со шкивом 19, установленным на щпинделе привода вращения детали станка ремнем 20.
В корпусе устройства / установлен регулирующий винт 21, связанный с установочным гнездом 8. Ось качания 7 рамы 5, жестко связанная с рычагом для установки амплитуды качания рамы, снабжена ручкой 22.
Модернизированный узел крепления магнитных головок 10 (фиг. 3) содержит винт 23 перемещения салазок 24 и съемные центры 25.
шкив 18. Через подшипниковую обойму 4 и ось 6 враш.ательное движение эксцентрического колеса 3 преобразуется в колебательное движение рамы 5, которая колеблется вокруг оси качания 7 водилом 9, увлекая держатель 10 в колебательное движение вокруг центров 16. Регулировка осуш ествляется следующим образом. Ось качания 7 рамы 5 с установочным гнездом 8 перемещается по направляющим с помощью регулировочного винта 21. Перемещением установочного гнезда 8, а с ним и оси качания 7 рамы 5 в направлении, нормальном к плоскости, проходящей через ось качания рамы и ось центров 16, .изменяют углы аир (фиг. 2) в широких пределах как при настройке устройства, так и непосредственно в процессе обработки.
Расстояние от центров 16 до рабочей поверхности абразивного круга 17 обуславливает величину получаемого радиуса верщины рабочей поверхности магнитных головок.
Угол качания а держателя магнитных головок зависит от расстояния между осями и подвижными частями устройства и устанавливается перемещением водила 9. Для изменения угла качания в процессе обработки служит ручка 2:2, которой перемещают ось качания рамы вдоль нормали к оси центров станка. Перемещением базовой поверхности 13 в модернизированном держателе 10 относительно съемных центров 25 (фиг. 3) совмещают вершину шлифуемой рабочей поверхности магнитной головки с рабочим зазором.
Предмет изобретения
Устройство для обработки рабочей поверхности магнитных головок на вращающемся
абразивном круге, содержащее установленный в центрах держатель магнитных головок, шарнирно связанный с рычагом и соединенный с приводом шлифовального станка вал, на котором эксцентрично укреплен диск, отличающееся тем, что, с целью увеличения точности обработки, на диске размещена подшипниковая обойма, расположеиная в окне упомянутого рычага и кинематически соединенная с ним через дополнительный вал.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки рабочей поверхности магнитных головок | 1987 |
|
SU1645994A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| Устройство для обработки рабочей поверхности магнитных головок | 1977 |
|
SU669390A1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОРЦА КОНУСА КИНЕСКОПОВ АБРАЗИВНЫМИ КРУГАМИ | 1992 |
|
RU2042493C1 |
| Устройство для штамповки деталей | 1977 |
|
SU662213A1 |
| Устройство для обработки рабочей поверхности магнитных головок | 1989 |
|
SU1621076A1 |
| ШЛИФОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА И СПОСОБ ШЛИФОВАНИЯ ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА | 1992 |
|
RU2069139C1 |
| СТАНОК ДЛЯ СОЗДАНИЯ ВОЛНООБРАЗНОГО ФАЦЕТА | 1999 |
|
RU2180282C2 |
18
10
Фиг. /
.
ft
I
2
f.
Фиг-3
