1
Изобретение относится к области приборостроения, в частности к магнитной записи, и может найти применение в устройствах обработки рабочей поверхности магнитных головок.
Известно устройство для обработки рабочей поверхности магнитных головок, содержа шее держатель магнитной головки, закрепленный во вращающемся птинделе станка, и перемеишющийся абразивный инструмент, причем держатель выполнен в виде сплощного цилиндра по образующей для установки головок, а абразивный инструментв виде полого цилиндра, охватывающего установленную на держателе магнитную головку 1 .
Однако известное устройство не позволяет обрабатывать полый профиль магнитной головки, приближенной к гиперболе. Кроме этого, на данном устройстве нельзя обрабатывать магнитные головки с радиусом рабочей поверхности менее 15-16мм, а также невозможно производить активный контроль за величиной снимаемого припуска.
Наиболее близким к изобретению по технической сущности является устройство для
обработки рабочей поверхности магнитных головок. со.1ержащее врап1аюндийся абразивный круг, расположенный перед держателем магнитных головок, установленным с возможностью поворота в центрах Н1лифовального станка н кинематически соединенным с узлом вращательно-колебательного движения 2.
Однако создаваемое винтовой парой давление передается через жесткий прижим на обрабатываемую магнитную головку, что
приводит к ее деформации, ухудшает выходные параметры, увеличивает их разброс. Торировать же усилие прижима, создавая оптимальное, из-за большого разброса сил трения в винтовой паре не представляется
возможным. Кроме того,описанная конструкция узла крепления магнитной головки не позволяет оперативно производить установку магнгггной головки на заданный радиус обработки.
Целью изобретения яв,тяется уменьп1ение
разброса параметров магнитных головок.
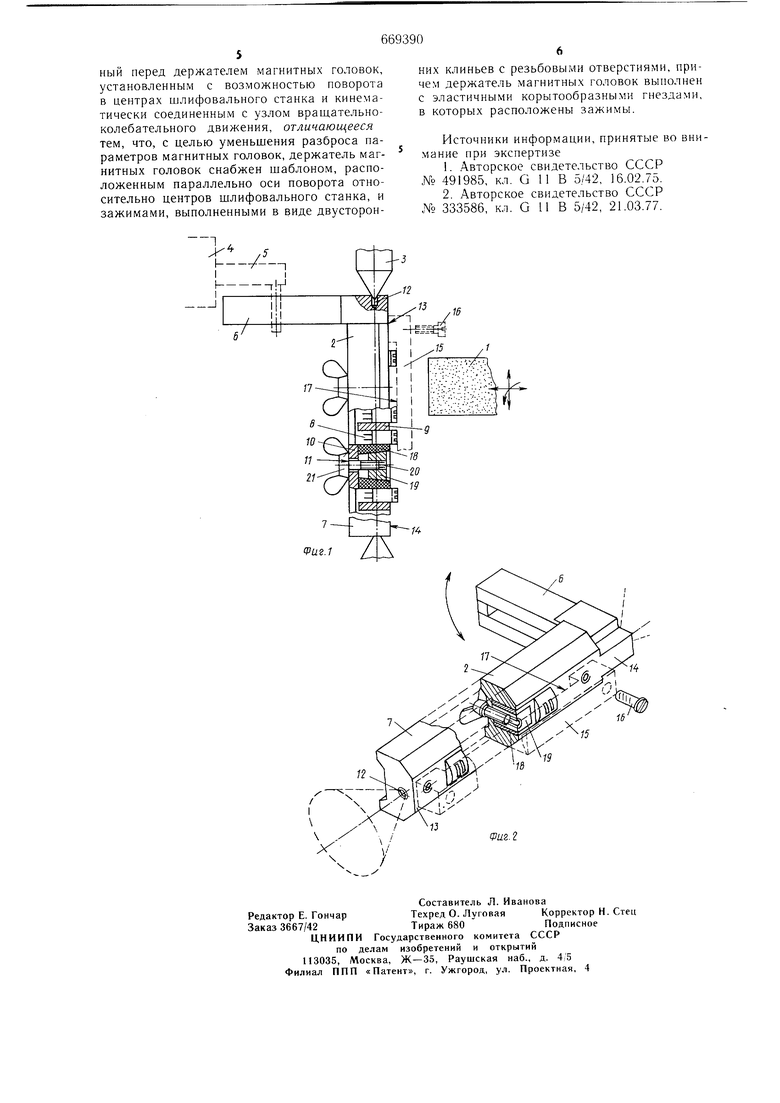
Достигается это тем, что держатель магHHTHbLx головок снабжен шаблоном, расположенным параллельно оси поворота относительно центров шлифовалыюго станка. и зажимами, выполненными в виде двустороиннх клиньев с резьбовыми отверстиями, причем держатель магнитных головок выполнен с эластичными корытообразными гнездами, в которых расположены зажимы. На фиг. 1 изображен держатель магнитных головок, установленный в центре устройства для обработки и.х рабочей поверхности; на фи1. 2 - держатель магнитной головки, общий вид. Устройство для обработки рабочей Поверхности магнитно.й головки содержит вращающийся абразивный круг 1, держатель 2 магнитных головок, установленный в нентрах 3 щлифовального станка и щарнирно связанный с ме.ханизмом привода 4 возвратно-колебательного движения через водило 5, входяп ее в щлиц ручки бдержателя магнитных головок. Держатель 2 магнитных головок содержит корпус 7, в котором выполнены сквозные нолоски 8, разделенные перемычками 9, каждая из которых содержит внутреннюю плоихадку 10 с отверстиями 11. Корпус 7 выполнен с центровыми гнездами 12, .. также лежащими в плоскости, параллельной оси центров, упорными площадками 13, 14. Кроме этого держатель 2 магнитных головок содержит П-образный съемный uja6лон 15, сопряженный с упорными плопгадками 13, 14 и скрепленный с корпусом 7 винтами 16. При этом упорная базовая поверхность 17 расположена параллельно оси центра на расстоянии от нее, равном сумме радиуса обрабатываемой головки и технологического нринуска на обработку. В полостях 8 расположены эластичные корытообра.зные гнезда 18, в которых установлены металлические клиновидные зажимы 19 и резьбовыми отверстиями 20. Через отверстия 1 I внутренних площадок 10 и отверстия 20 проходят винты 21. Устройство работает следующим образом. С тыльной стороны корпуса 7 держателя 2 магнитных головок в базовые полости 8 до полного заполнения помещают магнитные головки, подлежагцие обработке. При этом, магнитные головки выставляют рабочей поверхностью на базовую поверхность 17 П-образного съемного щаблона 15. Вращением винтов 21 втягивают вглубь корпуса 7 металлические клиновидные зажимы 19, воздействующие на эластичные корытооб разные гнезда 18, в которых они расположены. При этом эластичные гнезда 18, упруго деформируясь, создают давление, направленное вдоль оси центров на установленные в базовых полостях 8 магнитные головки, и прижимают их попарно к упорным плоскостям перемычек 9. В таком состоянии, благодаря созданным усилиям эластичного элемента, а также наличию сил трения между обрабатываемыми магнитными головками и упорной поверхностью, магнитные головки удерживаются в корпусе 7 в процессе ИХ обработки. Предохранение от самооткручивания винта 21 при обработке магнитных головок, а также создание оптимальных сил зажима достигается расчетом хода клиновидного зажи.чз 19 с учетом упругих свойств эластичного гнезда 18. В момент касания клиновидного зажима 19 с внутренней г лощадкой 10 при дальнейшем нриложеник крутящего момента на зинт 21 происходит самозаклинивание. После установки и закрепления магнитных головок в держагеле 2 снимают П-образный шаблон 15, откручивая винты 16. Затем держатель 2 магнитных головок устанавливают в центрах 3 плифовального станка, сопрягая водило 5 со шлицем ручки 6. Проводят в действие механизм привод.а 4 возвратно-колебательного движения, при этом подводят к рабочей поверхности магнитных головок абразивный круг 1. Осуществляют возвратно-поступательное движение абразивного круга 1 относительно обрабатываемых головок вдоль оси центровых гнезд 12. При удалении с рабочей поверхности магнитной головки расчетного технологического иригпска на обработку, который определяют, например, по нониусу лимба станка, щлифовку магнитных головок прекращают, отводят абразивный круг 1 от обрабатываемых магнитных головок, останавливают механизм иривода возвратно-поступательного движения держате.чя 2 магнитных головок и извлекают держатель из центров 3 щ.чифовального станка. Обработанные магнитные головки извлекают из держателя, поднимая клиновидные зажимы 19 вращением винта 21. Изобретение может найти широкое применение при производстве магнитных головок как для бытовой, так и для специальной ;ип1арату1)1з1 магчптгной записи. Использование съе.много иаб.юна 15 в держателе магнитных головок, установочная поверхность которого параллельна оси центровых гнезд 12, позволяет с большей точностью выставить магнитные головки относительно абразивного круга. Наличие эластичных гнезд 18, разменянных в корпусе держателя магнитных головок, позволяет оптимизировать силы давления на магнитные головки, что предох)а11яет их от различных деформаций. Все преимущества предлагаемого устройства для обработки рабочей поверхности магнитной головки позволяют повысить идентичность магнитных головок, снизить технологический отход. Годовой экономический эффект от внедрения изобретения составит не менее 30000 рублей. Формула изобретения Устройство для обработки рабочей поверхности магнитных головок, содержащее вран1ающийся абразивный круг, расположен
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки рабочей поверхности магнитных головок | 1987 |
|
SU1645994A1 |
| УСТРОЙСТВО для ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ МАГНИТНЫХ ГОЛОВОК НА ВРАЩАЮЩЕМСЯ АБРАЗИВНОМКРУГЕ | 1972 |
|
SU333586A1 |
| Устройство для обработки рабочей поверхности магнитных головок | 1989 |
|
SU1621076A1 |
| Устройство для обработки рабочей поверхности магнитных головок | 1976 |
|
SU605247A1 |
| Способ обработки рабочей поверхности магнитной головки | 1977 |
|
SU624270A1 |
| Устройство для обработки рабочей поверхности магнитных головок | 1989 |
|
SU1702421A1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| ЗАЖИМНОЙ ПАТРОН | 1992 |
|
RU2030973C1 |
| Станок для шлифования плоских поверхностей деталей | 1988 |
|
SU1602710A1 |
| Способ изготовления блока магнитных головок | 1977 |
|
SU888188A1 |
