В предлагаемом винтовом прессе для изготовления фибролитовых плит для передачи давления от ходящей по винту гайки подвижной плите в четырёх ее точках, с целью получения более равномерного распределения сжимающих уси,лий на прессуемую массу, применены системы стержней, щарнирно соединенных между собою, с упомянутой гайкой, подвижной плитой и с направляющими колонками.
Остановка пресса как в нижнем, так и в верхнем положениях подвижной плиты происходит автоматически, так как ходящая по винту гайка при соответствующих положениях сходит с резьбы и винт, лищенный на концах реЗьбы, свободно вращается в гайке.
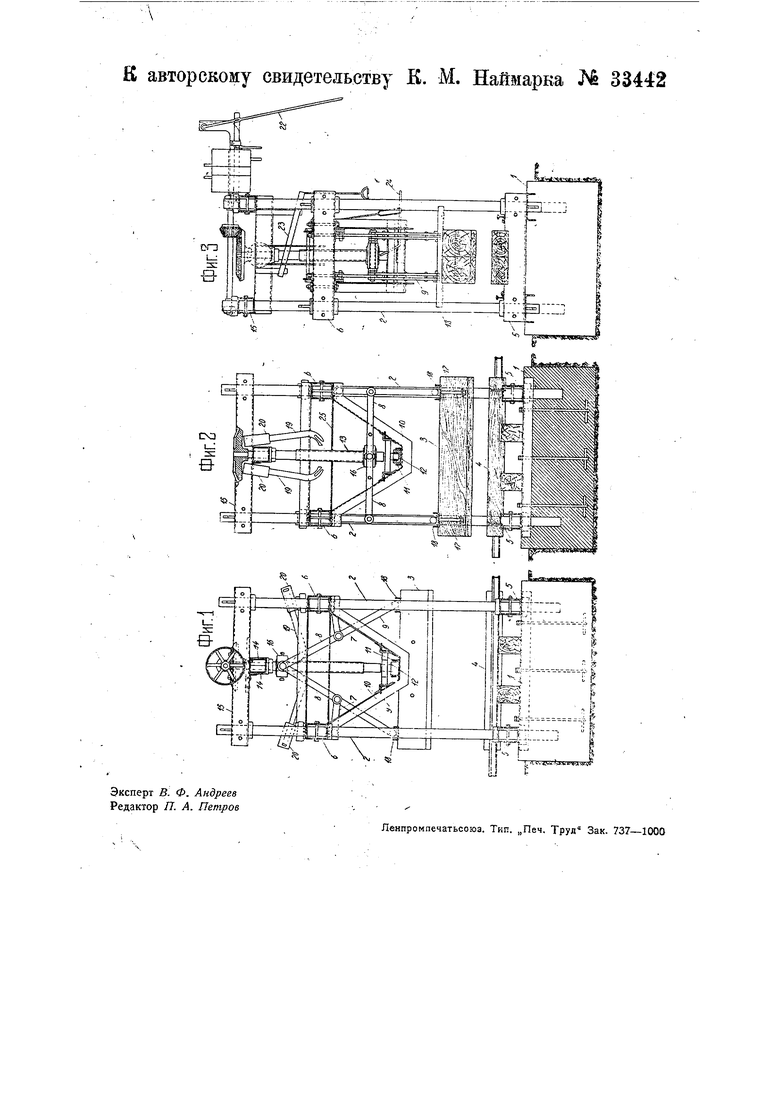
На чертеже фиг. 1 изображает вид пресса спереди; фиг. 2 - вертикальный разрез пресса при нижнем положении прессующей плиты и фиг. 3 - вид пресса сбоку.
На фундаменте / установлены четыре колонки 2, проходящие через швеллеры 5, на которых уложена площадка 4 пресса; в верхней части колонок 2 укреплены две пары поперечных швеллеров 6, служащих опорой системе прессующих стержней 7, а также подвески /(, на которых укреплен щвеллер 11 с подпятником 12 для вертикального вращающегося винта 13.Последний вверху проходит между двумя швеллерами 14, служащими для него подшипником и приклепанными к двум парам швеллеров 15, укрепленных на колонках 2. По винту 13 ходит гайка 16, шарнирно связанная со стержнями 5 и приводящая в движение систему стержней 7, 8, 9, при помощи которых производится поднимание и опускание прессующей плиты 3 и передача давления на последнюю в четырех точках, прикрепления к ней стержней 9. Стержни 7, 8, 9 шарнирно связаны между собой, с гайкой 16, с колонками 2 vt подвижной плитой 3 причем последняя скрепляется со стержнями 9 при помощи болтов 17 и щвеллеров 18. На концах винт 13 лишен/резьбы и сточен настолько, что при достижении плитой 3 крайних верхнего и нижнего положений гайка 16 сходит с резьбы и винт свободно вращается в ней. Для удержания гайки 16 в верхнем положении служат поворотные рычаги 19 с противовесами 20, принимающие на себя груз плиты 3.
При сходе гайки 16 с резьбы внизу винта она не испытывает давления снизу вверх, так как стержни 8 принимают горизонтальное положение (фиг. 2) и давление стержней 7 и Р, занимающих вертикальное положение, передается на швеллеры 6. Винт 13 приводится во вращение конической зубчатой передачей от привода.
Управление прессом осуществляется тремя рычагами: а) рычаг 22 для пуска в ход, б) рычаг 23 - для включения гайни 16 в целях опускания плиты 3 и в) рычаг 24, включающий гайку 16 для подъема плиты.
Для предохранения колонок 2 от прогиба, вследствие боковых усилий системы 7, 8, 9, применены стяжки 25. К концу прессования система стержней развивает сильное давление, которое доходит, со-гласно акту испытания, до 2 ш на см при рас |;рде прессом до трех лош. сил; производительность пресса .при одной форме-20 фибролитовых плит, стандартного размера (1500X500X70 лл) в 1 час.
Предмет изобретения.
1. Винтовой пресс для изготовления фибролитовых плит, отличающийся тем,
что для передачи давления четырем точкам верхней (подвижной) плиты 3 пресса от гайки 16, ходящей по вращающемуся на месте винту 13, применена система стержней 7, 8, 9, шарнирно сочлененнь1Х, с:оответственно между собой, с гайкой J6, плитой 3 и колонками 2.
2.При прессе по п. 1 применение винта 75, который опирается на подвешенный на.тягах }0 подпятник и в лишенных резьбы частях, соответствующих крайним - верхнему и нижнему положениям гайки /б, сточен настолько, чтобы мог свободно вращаться в означенной гайке, не приводя ее в движение.
3.При прессе по п.п. 1 и 2 применение поворотных рычагов /9 с протиBOBecqMH для удержания гайки J6 в верхнем ее положении.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИРАЖ БЕГОВОЙ ДОРОЖКИ ЗАЛА | 1992 |
|
RU2016998C1 |
| Устройство для остановки крейцкопфов паровозов при езде без пара | 1929 |
|
SU15875A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| Штамп для холодной листовой штамповки | 1987 |
|
SU1489898A1 |
| Устройство для горячей вулканизации резинового низа обуви | 1944 |
|
SU68544A1 |
| Универсальная машина для испытания материалов и инженерных конструкций | 1930 |
|
SU37896A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU899210A1 |
| Устройство для высадки головок на стержнях | 1958 |
|
SU125726A1 |
| Устройство для прессования металлических порошков | 1984 |
|
SU1174158A1 |
| Устройство для вырубки заготовок из плоского материала | 1984 |
|
SU1234003A1 |