Известно устройство для высадки головок на стержнях, при cooinoшении диаметра стержня к длине подвергаемого высадке участка выше критического путем постепенного выдвижения стержня из упрочняющей его втулки.
Описываемое устройство для высадки головок на стержнях проще известных и может быть применено на прессах-автоматах.
Особенность устройства заключается в том, что упрочняющая втулка помещена на высадочном пуансоне и смещается на нем по мере высадки, например, посредством рычажной передачи, связанной с ползуном пресса.
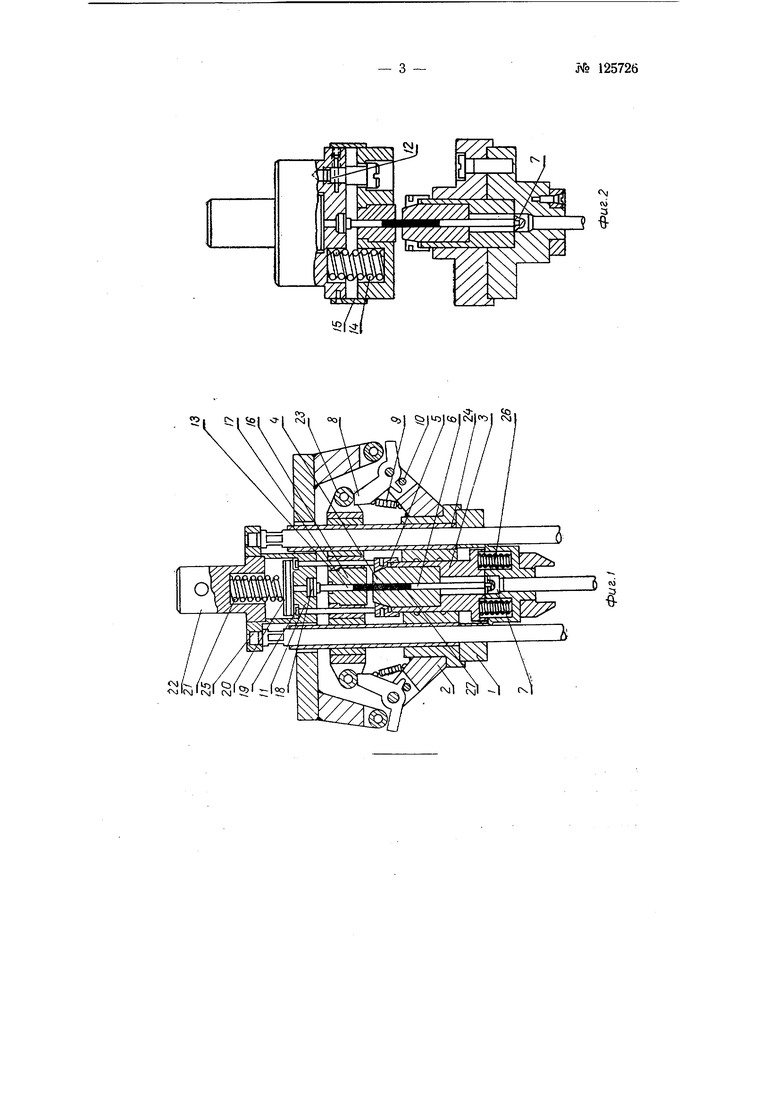
На фиг. 1 и 2 изображена схема устройства.
На нижней плите / устройства укреплена с помощью винтов направляющая крышка с кронштейнами 2, внутри которой помещен подпружиненный плавающий держатель 3 с упрочняющей втулкой 4, закрепленной с помощью накидной гайки 5. В отверстие втулки 4 помещен выталкиватель 6, опирающийся нижним концом на толкатель 7. На осях кронштейнов направляющей крышки установлены два рычага S, которые с помошью пружин 9, прижимаются к штифтам 10. На верхней плите // с помощью винтов 12 закреплен плаваюший пуансонодержатель /, удерживающийся в нижнем положении с помощью пружин 14, прикрытых кожухом /5. В гнезде пуансонодержателя 13 закреплен основной пуансон 16, в отверстии которого помещен вспомогательный пуансон 17, опирающийся в процессе высадки на подпятник 18. В двух отверстиях пуансонодержателя 13 и верхней плиты 11 помещены стержни /9, на которые опирается шайба 20, прижатая пружиной 21, сжатой с помощью хвостовика 22.
На осях кронщтейнов, приваренных к верхней плите 11, и осях, закрепленных Б ушках цуансонодержателя 13, свободно посажены ролики 23, опирающиеся в процессе высадки на концы рычагов 8.
№ 125726- 2 -
Верхняя // и нижняя / плиты соединены между собой с помощью двух пустотелых направляющих колонок 24, внутри которых помещаются тяги 25, несущие на себе выталкивающее приспособление.
При верхнем положении ползуна втулка 4 под действием нижних пружин 26 находится также в верхнем положении. Помещенная во втул ку заготовка 27 стержня полностью помещается в отверстии втулки 4. При движении ползуна пресса вниз происходит соприкосновение торца основного пуансона 16 с торцом втулки 4 и соприкосновение торцов стержней 19 с торцом накидной гайки 5, в результате чего втулка 4 начинает перемещаться вниз вместе с пуансоном, а заготовка, оставаясь неподвижной, входит в отверстие основного пуансона, приподнимая вверх вспомогательный пуансон 17.
В тот момент, когда держатель 3 ложится на нижнюю плиту /, а между верхним торцом вспомогательного пуансона и подпятником 18 остается зазор приблизительно равный 0,5 диаметра заготовки, ролики 23 соприкасаются с рычагами 5, которые, вращаясь вокруг своих осей-; приподнимают вверх пуансонодержатель 13 вместе с основным пуансоном; между торцами втулки 4 и основного пуансона образуется пространство для выхода материала заготовки из полости основного пуансона.
В то время, когда между торцами втулки 4 и основного пуансона образуется зазор, приблизительно равный диаметру заготовки, вспомогательный пуансон начинает ее осадку, причем по мере опускания вниз вспомогательного пуансона основной пуансон поднимается вверх, увеличивая пространство для выхода материала. В тот момент, когда высаживаемый конец заготовки станет достаточно устойчивым против продольного изгиба, между верхним торцом основного пуансона и подпятником 18 образуете } зазор, равный 0,5-1 мм, рычаги 8 выходят из контакта с роликами пуансонодержателя, - начинается окончательная высадка головки.
Силой, требуемой для дефор.мации предварительно осаженной заготовки, основной пуансон 16 прижимается плотно к подпятнику 18, при этом торец вспомогательного пуансона 17 устанавливается заподлицо с торцом основного пуансона.
В nponedce предварительной высадки головки происходит непрерывное уменьшение силы трения заготовки о стенки основного пуансона, так как уменьщается длина участка заготовки, находящаяся в контакте со стеной основного пуансона; это обстоятельство позволяет значительно увеличить отношение длины высаживаемого участка стержня к его диаметру.
Предмет изобретения
Устройство для высадки головок на стержнях, при соотношении диаметра стержня к длине подвергаемого высадке участка выше критического, по способу постепенного выдвижения стержня из упрочняющей его втулки, отличающееся тем, что, с целью упрощения конструкции и обеспечения возможности ее применения на прессах-автоматах, упрочняющая втулка помещена на высадочном пуансоне и смещается на нем по мере высадки, например, посредством рычажной передачи, связанной с ползуном пресса.
LO

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для одноударной высадки головок болтов | 1955 |
|
SU106337A1 |
| Устройство для полного выталкивания из матриц заготовок при штамповке на прессах | 1956 |
|
SU107102A1 |
| Штамп для горячей штамповки | 1955 |
|
SU102539A1 |
| Штамп для высадки головок деталей стержневого типа | 1989 |
|
SU1632600A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Ковочный штамп для точной штамповки с автоматической обрубкой облоя | 1958 |
|
SU123027A1 |
| Устройство для изготовления деталей с утолщением | 1987 |
|
SU1505655A1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| Клиновой штамп для двусторонней высадки стержневых деталей с головками | 1979 |
|
SU774753A2 |
| Устройство для высадки утолщений на стержнях | 1976 |
|
SU589059A1 |