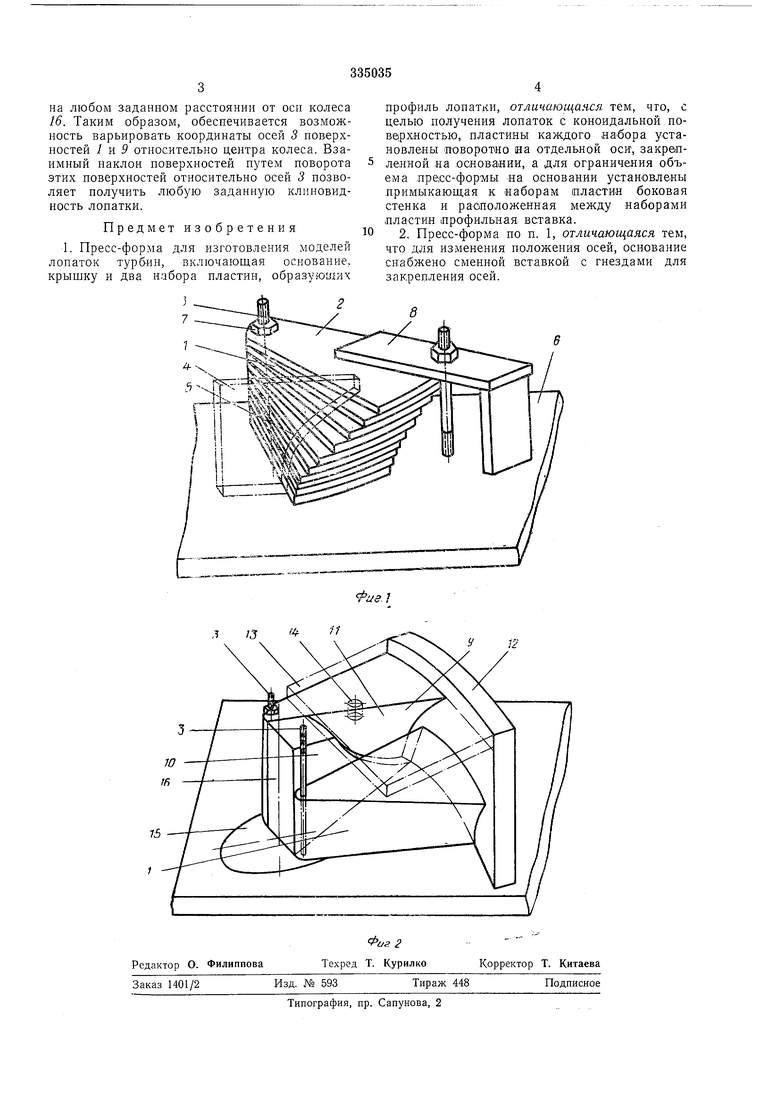
В турбокомпрессорах применяются цельнолитные рабочие колеса турбин, которые изготовляются методом точного литья по выплавляемым моделям. Литейная оснастка сложна по конструкции и выполняется отдельно для каждого нового профиля лопаток. В опытных работах требуется быстро получить отливки турбинных колес с различной конструкцией лопаток и дисков. Для получения лопаток турбин или компрессоров осевого типа известно использование пресс-форм, стенки которых выполнены набором пластин, оформляющих торцами профиль лопатки. Однако в таких пресс-формах невозможно получить лопатки с коноидальной поверхностью. В предложенной пресс-форме для получения моделей лопаток с коноидальиой поверхностью с различными закономерностями в изменении толщины, с различной осевой протяженностью, углами выхода пластины каждого набора установлены поворотно на отдельной оси, закрепленной на основании. На фиг. 1 изображена стенка лопатки; на фиг. 2 - пресс-форма. Стенка ) лопатки образована набором пластин 2, которые могут поворачиваться вокруг оси 3. Пластины 2 устанавливаются по шаблону 4 в соответствии с заданным профилем 5 лопатки. Толщина пластин выбирается из технологических соображений, например в пределах 0,14-0.5 мм. Чем тоньше пластины, тем меньше шаг ступенчатой поверх1ности. Ось 3 может быть выполнена в виде шпильки. Установленный по шаблону набор пластин 2 крепится на основании 6 с помощью гайки 7 и струбцины 8. Ступеньки на поверхности могут быть устранены обмазкой, температура плавления которой выше соответствующей температуры стеарино-парафиновой смеси (зубной цемент, стиракрил, эпоксидная смола и др.). Пресс-форма (см. фиг. 2) состоит из двух стенок 1 н 9, выполненных и закрепленных на основании 6. Эти стенки образуют поверхности спинки и корытца лопатки. Профилированная вставка 10, закрепленная на основании 6, ограничивает лопатку по ее заделке в диск колеса, причем профиль заделки // соответствует профилю внутренней поверхности диска рабочего колеса турбины. По диаметру колеса пресс-форма запирается цилиндрическим элементом 12, закрепленным на основании. Сверху пресс-форма закрывается крышкой 13, имеющей отверстие 14, через которое заполняется пресс-форма. Для удобства рассмотрения- на фиг. 2 показана лишь половина стенки 1 (половина лластин снята). Оси 3 стенок 1 н 9 выполнены в виде щпилек, закреплены на сменной вставке основания. Сменная вставка 15 позволяет устанавливать П1пильки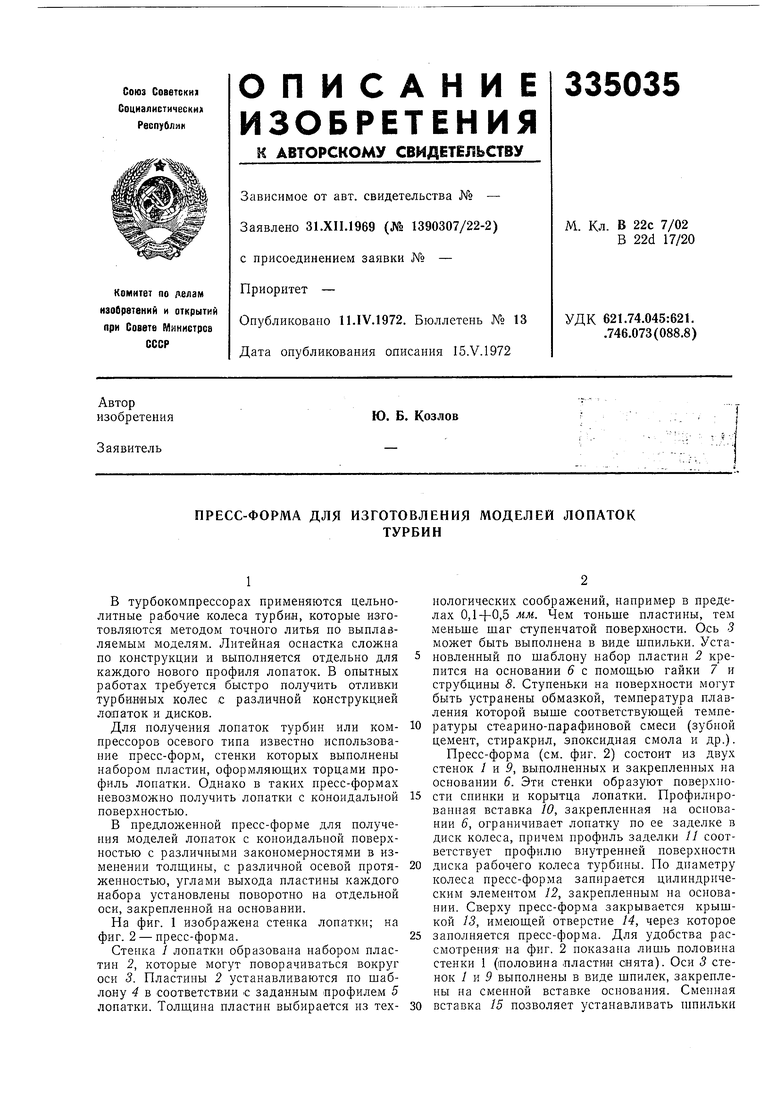
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕТРОЭНЕРГЕТИЧЕСКИЙ КОМПЛЕКС | 2011 |
|
RU2539604C2 |
| ПРЕСС-ФОРМА ДЛЯ ЦЕНТРОБЕЖНОГО РАБОЧЕГО КОЛЕСА, ВСТАВКИ ДЛЯ ПРЕСС-ФОРМЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕНТРОБЕЖНОГО РАБОЧЕГО КОЛЕСА | 2010 |
|
RU2572647C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ ТУРБИННОЙ ЛОПАТКИ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОФИЛЯ | 1993 |
|
RU2086775C1 |
| ЦЕНТРОБЕЖНОЕ РАБОЧЕЕ КОЛЕСО И ТУРБОМАШИНА | 2010 |
|
RU2551909C2 |
| Ротор компрессора авиационного газотурбинного двигателя со спаркой блисков и спаркой блиска с "классическим" рабочим колесом и со спаркой "классического" рабочего колеса с рабочим колесом с четвертой по шестую ступень с устройствами демпфирования колебаний рабочих лопаток этих блисков и рабочих колес, ротор вентилятора и ротор бустера с устройством демпфирования колебаний рабочих широкохордных лопаток вентилятора, способ сборки спарки с демпфирующим устройством | 2016 |
|
RU2665789C2 |
| Способ изготовления восковых моделей лопаток турбин для литья по выплавляемым моделям | 2024 |
|
RU2838813C1 |
| РАБОЧЕЕ КОЛЕСО ГАЗОВОЙ ТУРБИНЫ | 2006 |
|
RU2330163C1 |
| ЛОПАТКА, ОСНАЩЕННАЯ ПОЛКАМИ, СОДЕРЖАЩИМИ ВСТАВКИ | 2016 |
|
RU2699857C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАПИРАНИЯ ЛОПАТОК РОТОРА ОСЕВОГО КОМПРЕССОРА | 2002 |
|
RU2296889C2 |
| Крепление рабочих лопаток на диске ротора осевой турбомашины | 2024 |
|
RU2838115C1 |
