Изобретение относится к области автоматизации гальванического производства.
Устройство .по основному авт. св. № 195822 служит для автоматического задаиия тока в процессе электроосаждения металлов и основано на использовании измерительной ванны, которая снабжена стандартной аппаратурой ста-билизации параметров электролита и устройством для измерения требуемого тока.
Изобретение основано на измерении поверхности деталей .при достижении режима пассивацин их .поверхности. Анодная плотность тока, при которой наблюдается пассивация, мало зависит от конфигурации и |размеров деталей.
Предложенное устройство .позволяет повысить точность онределення поверхности деталей. Для этого оно дополнительно содержит дифференцирующий блок, выход которого соединен с запрещающим входом задатчика программы и с разрешающим входом преобразователя «аналог - код.
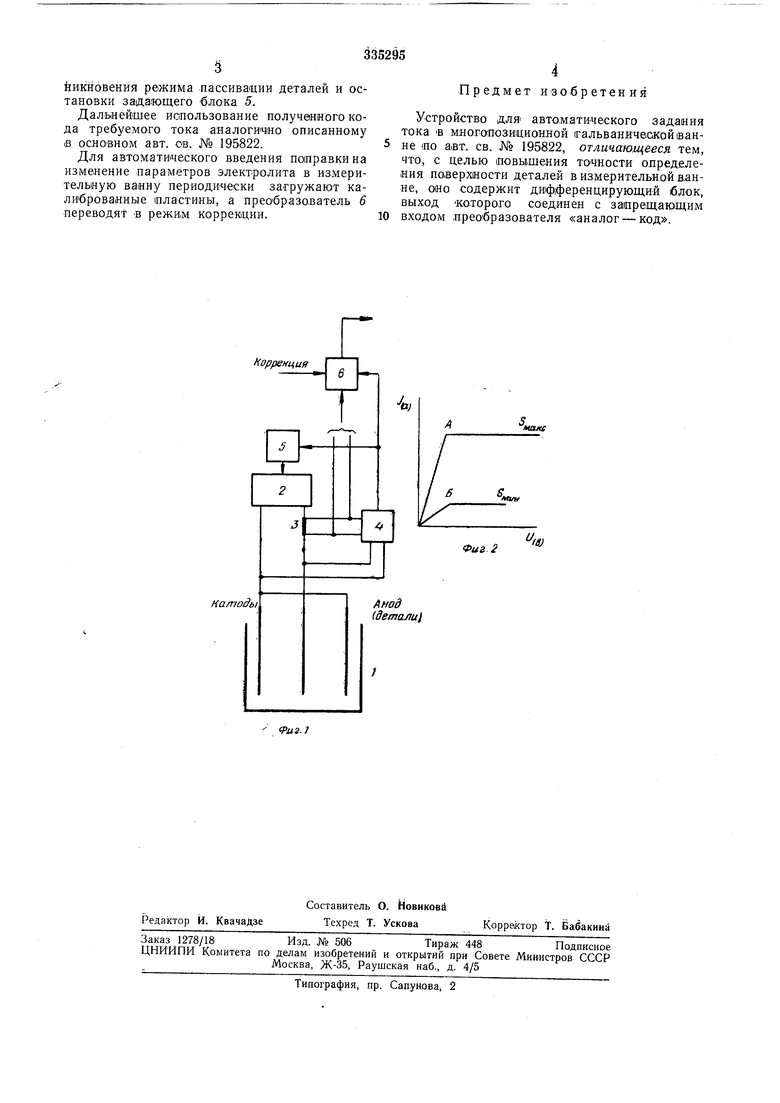
На фиг. 1 изображена схема предложенного устройства; на фи.г. 2 - вольтамперная ха рактеристика измерительной .ванны.
Устройство состоит из измерительной ванны 1, рех-улируемого выпрямителя 2, Щунта :, дифференцирующего блока 4, задающего блока 5, преобразователя 6 аналог -код.
лей; SMHH. - минимальная поверхность деталей; А, Б - точки перехода в режим пассивации, в которых скорость изменения тока становится равной нулю.
Устройство работает, следующим образом. Одновременно с опусканием подвески в ва,11ну 1 .получает питание выпрямитель 2, который плавно увеличивает напряжение на ванне 1В соответствии с программой задающего
устройства. При достижении режима анодной нассивапин деталей скорость изменения тока резко уменьшается до нуля и на .выходе дифференцирующего блока 4 появляется сигнал, останавливающий работу задающего блока
5. Выпрямитель при этом сохраняет питающее напряжение неизменным.
Установившийся ток в измерительной ванне пропорционален поверхности деталей. Поэтому на выходе преобразователя 6 может быть .получен ,код, пропорциональный поверхности деталей, т. е. предопределяющий требуемый ток при осаждении металла в рабочей ванне. Для дополнительпого уменьшения ногрешности, возникающей в преобразователе «аналог- код при плавном нарастании входного напряжения на шунте 3, с выхода диф.ференцирующего блока 4 на разрешающий вход преобразователя поступает сигнал, который йикновения режима .пассивации деталей и остановки задающего блока 5. Дальнейшее использование получеяного кода требуемого тока аналогично описанному е основном авт. ов. № 195822. Для автоматического введения поправки на изменение параметров электролита в измерительную ванну периодически загружают калиброванные пластины, а преобразователь 6 переводят в режим коррекции. 5 10 Предмет и -з о б р е т е н и я Устройство ДЛЯ автоматического задания тока В многопозиционной гальванической ванне по авт. св. № 195822, отличающееся тем, что, с целью повышения точности определения поверхности деталей в измерительной ванне, оно содержит ди|ф1ференцирующий блок, выход Которого соединен с запрещающим входом .преобразователя «аналог - код.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ЗАДАНИЯ ТОКА В МНОГОПОЗИЦИОННОЙ ГАЛЬВАНИЧЕСКОЙ ВАННЕ | 1967 |
|
SU195822A1 |
| Способ измерения площади катода | 1986 |
|
SU1439160A1 |
| Установка для анодно-ультразвукового удаления заусенцев | 1989 |
|
SU1685645A2 |
| Устройство для контроля толщины осажденного металла | 1989 |
|
SU1654384A1 |
| Способ стабилизации токовых параметров гальванических процессов | 1978 |
|
SU715650A1 |
| Устройство стабилизации скорости осаждения металла в гальванической ванне | 1989 |
|
SU1633018A2 |
| Система управления многопроцессной линией гальванопокрытий | 1982 |
|
SU1063870A2 |
| Устройство для измерения площади поверхности деталей при гальванообработке | 1978 |
|
SU735912A1 |
| Способ измерения величины @ электролита в гальванической ванне и устройство для его осуществления | 1983 |
|
SU1125302A1 |
| УСТРОЙСТВО ДЛЯ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ МЕТАЛЛОВ И ИХ СПЛАВОВ | 2007 |
|
RU2333299C1 |
Норрвнция
Катоды
fUS-1
