Изобретение относится к области ультразвуковой размерной обработки материалов и может быть иопользовано для получения надписей, орнаментов и художественных композиций на Хру/пких материалах, наири.мер облиПОБОЧНЫХ камнях.
Известна ультразвуковая ста;10;в,ка для получения надюисей, орнаментов и художественных КОМ.ПОЗИЦИЙ на хру-пких материалах, например мраморе, соде-ржащая станину, ультразвуковую головкх с коицентратором и инструментом, стол, перемещающийся взаимно нерпеидикулярно в горизонта.чьной илоcivOCTH и устрой:ст.во для подачи абрази1В«ой суспензии, разрешающая осуществлять формообразованис поверх)ости диаметром не более 100-120 мм. Кроме того, нродесс этот весьма неэффективен и трудоемок, иоско.пьку помимо необхадимости изготовления индивидуального концентратора-Ииструмента для каждо1 | буквы или ориа мента требуется много времеип для периодической замены концентр а тар ов - и 11 с тру мен тов.
Цель изобретения зак.чючается в ноцышснии эффективности работы ультразвуковой установки, увелриеиии иоверхпости обработки до нрактически требуемых размеров исключением жесткого кренления инструме-нта к концентратору и механизации процесса смены }1нструментов.
В иредлагаемой ультразвуковоГ установке нараллельно продольной оси KOHueirrpaTopa устанОВлена ось тарельчатого , заполненного маслом и выполненного с отверсгиями, расположенными По радиус , равному расстоянию от осп диска до оси концентратора, в которых закреплены нодпр -/кппеи1 ые стаканы-инструменты, с торцами, имеющими негативное изображение отнсчатка общей композиции, а диск смонтирова: с возможностью поворота и фиксации его под концентратором.
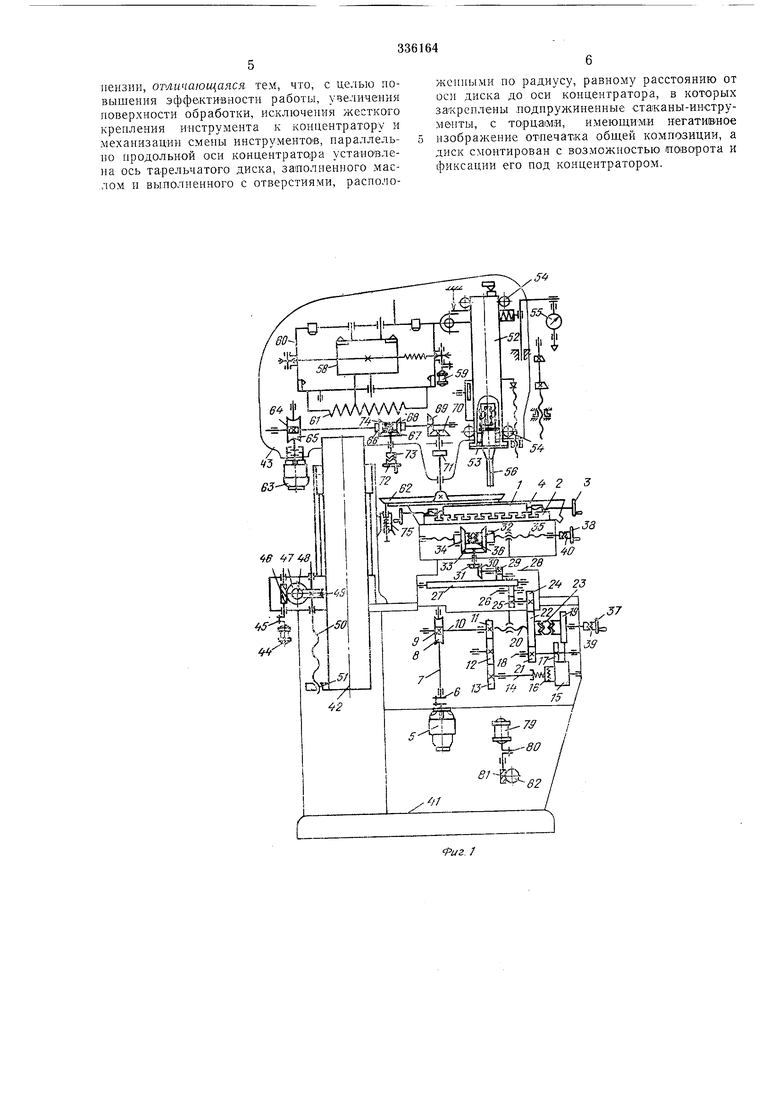
Иа фиг. 1 (Представлена ки:1ематнчес ая схема ультразвуковой устано вки для получения наднисей, ориамептов и художестве 1ных композиций; на фиг. 2 - тарельчатый диск с набором стаканов-инстру.ментов, ллан.
Обрабатываемое изделие /, налрилгср мра: юрная плита , устанавливается на столе 2 п закрепляется с помощью зажимо;; 3. Стол 2 обхвачен 4, в которую подается абразивная суспензия.
Стол 2 с изделием У может неремеп1аться взаимио :нернепдпкулярпо в горизонтальной плоскости. Перемещепие стола осуществляется следуюпиьм образом.
Электродвигатель 5 лосредстволг полужесткой муфты 6, спдящей иа валу 7, и червячной иередачи 8-9 связан с валом 10, на которолг укреплена шестерня II, нередающая вращсмне через шестерни J2 и 13 цет-ральному валу 14 коробки реверсов. Распределительная Муфта- /5, связанная с валом 14 предохранительной муфтой 16, зацепляется одновременно с шестерней 17. закрепленной на валу 18, и с шестерней 19, свободно сидяш,ей на валу. Шестерня 21, закрепленная на валу 18, находится Я аюстояпюм зацеплении с шестерней 22. свободно сидящей на валу. Шестерня 19 будет вращаться с той же скоростью, что и шестерня 22, но в обратном направлении Кулачковая муфта 23 установлена для реверсирования .пОПеречной подачи, осуш,естеляемой БИНТОМ 20. Движение продольной -подачи стола 2 заимствуется от коробки реверсов и передается шестерне 24 и далее через шестерни 25-26, шестеренчатый вал 27, шестерни 28-29, коническую гпередачу 30-3/ и конический реверс 32-33-34 - продольному ходовому винту 35. Кулачковая муфта 36 для реверсирования пр0|дольной тодачи. Продольная и Поперечная подача стола может быть также осуществлена соответственно та:;овичками 37 и 58, -снабженными муфтами зацепления 39 и 40. Механизмы продольной и поперечной нодачи смонтнр01заны на станине 41. На колонне 42 укреплена ультразвуковая головка, смонтированная в корпусе 43. Электродвигатель 44, муфта 45, червячные передачи 46-47, 48-49, винт 50 и маточная raiiKa 51, жестко укрепленные на колонне 42, нреднаеначены для вертикального перемещения ультразвуковой головки. В корпусе ультразвуковой головки смонтированы два самостоятельных узла: шпиндель со свои.м привол.ом и привод тарельчатого диска с пабором стаканов-инструментов. Вертикальное (перемещение шпинделя 52, в нижней части которого установлен матнитострикционный преобразователь 53, осуществляется в подшишниках 54. Перемещение ЩЕ 11нделя 52 -регистрируется индикатором 55. Сила Прижима концентрато.ра 56 к стакануинструменту 57 (соответственно сила прижима инстру.мента к обрабаты1вабмо1му ,материалу) регулируется противовесов 56, 1пербмещающимся ,3 направляющих с :по1мощью элеглтроД1вигателя 59 и бесконечного троса 60, шарнирно связанного со шпинделем 52. Величина силы прижима регистрируется благодаря импульсам реостата 61. Вращение тарельчатому диску 62 сообщается посредством электродвигателя 63, червячной Передачи 64-65, конического реверса 66-67-68 и Конической передачи 69-70. Ма оси диска 62 укреплен счетчик 71, показывающий, какой инструмент подведен Под торец концентратора 66. Маховичок 72, снабженный муфтой зацеп лея}1я 73, служит для ручного вращения та рельчатого диска 62. Кулачковая муфта 74 осуществляет реверсивное вращение тарель чатого диска 62, установка которого в требуе ОМ положении производится фиксатором 75. Тарельчатый диск 62 снабжен отверстияи, количество которых определяется требуеой коМПозицией отпечатка. Отверстия расоложены по радиусу диска 62, равному растоянию от оси дискадо оси концентратора 6. В отверстия вставлены стаканы 76, к торам которых прикрепл-ены инструменты 57, редставляющие собой негативное изображеие требуемого огаечатка. В соответствии с ребуемой композицией изображения могут ыть заменены как сами инструменты 57, так стаканы 76. Стаканы 76 подпружинены пруинами 77, обеспечивающими стабильное поожение инструмента 57 в нерабочем состояии и снабжены эластичными диафрагмами 78 для предотвращения утечки масла и возможности беспрепятственного перемещения стакана 76 в рабочем режиме. Подача абразивной суспензии осуществляется насосом, получающим движение от электродвигателя 79 через полуж-есткую муфту 80 и чорвячную передачу 5/-82. Описываемая ультразвуковая установка работает следующим образом. Обрабатываемое изделие /, например мраморная плита, устанавливается неподвижно с помощью зажимов на столе 2 станка 3. Механизмами (Продольной и поперечной подачи стола под торец концентратора 56 подводится зона обработки требуемой композиции. В еанну подается абразивная суспензия. Вращением диска 62 к зоне обработки подводится требуемый инструмент 57. Ультразвуковая головка опускается до уровня ванны. В результате опускания шпинделя 52 конЦентратор 56 входит в инструмент-стакан 76, который начинает двигаться совместно с концентратором 56 до соприкосновения с поверхностью изделия. При соприкосновении инструмента 57 с поверхностью изделия и его прижима к Ней концентратором 56 с учетом противодействия пружины 77 IB стакане 76 концентратору 56 сообщаются ультразву1а)вые колебания. После обработки поверхности этим инструментом система приводится в исходное положение, изделие перемещается в новое ноложение, вращением диска 62 подводится следующий инструмент 57 и т. д. В результате на обрабатываемой новерхности получается надпись, орнамент или художественная КОМПОЗНЦИЯ. Приведенная цикличность работы механизма может быть полностью автоматизирована и запрограммирована. Предмет изобретения Ультразвуковая установка для получения надписей, орнаментов и художественных композиций на хрупких материалах, напри.мер мраморных плитах, содержащая станину, ультразвуковую головку с концентратором и инструментом, стол, перемещающийся взаимно «перпендикулярно в горизонтальной плоскости, устройство для подачи абразивной сусиензни, отличающаяся тем, что, с целью повышения эффективности работы, увеличения поверхности обработки, исключения жесткого крепления инструмента к концентратору и механизации смены инструментов, параллельно продольной оси концентратора установлена ось тарельчатого диска, заполненного маслом и выполненного с отверстиями, расположенными по радиусу, равному расстоянию от оси диска до оси концентратора, в которых закреплены .подпружиненные стаканы-инструменты, с торцами, имеющими негативное изображение отпечатка общей композиции, а диск смонтирован с возможностью поворота и фиксации его под концентратором.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Установка для художественной обработки изделий | 1984 |
|
SU1311916A1 |
| Установка для обработки неметаллических материалов | 1982 |
|
SU1110052A1 |
| "Универсальный токарно-фрезерный станок "Короед-3" | 1991 |
|
SU1838093A3 |
| Электромагнитное устройство к станкам непрерывного действия для подведения намагничивающихся деталей к месту обработки | 1938 |
|
SU62890A1 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
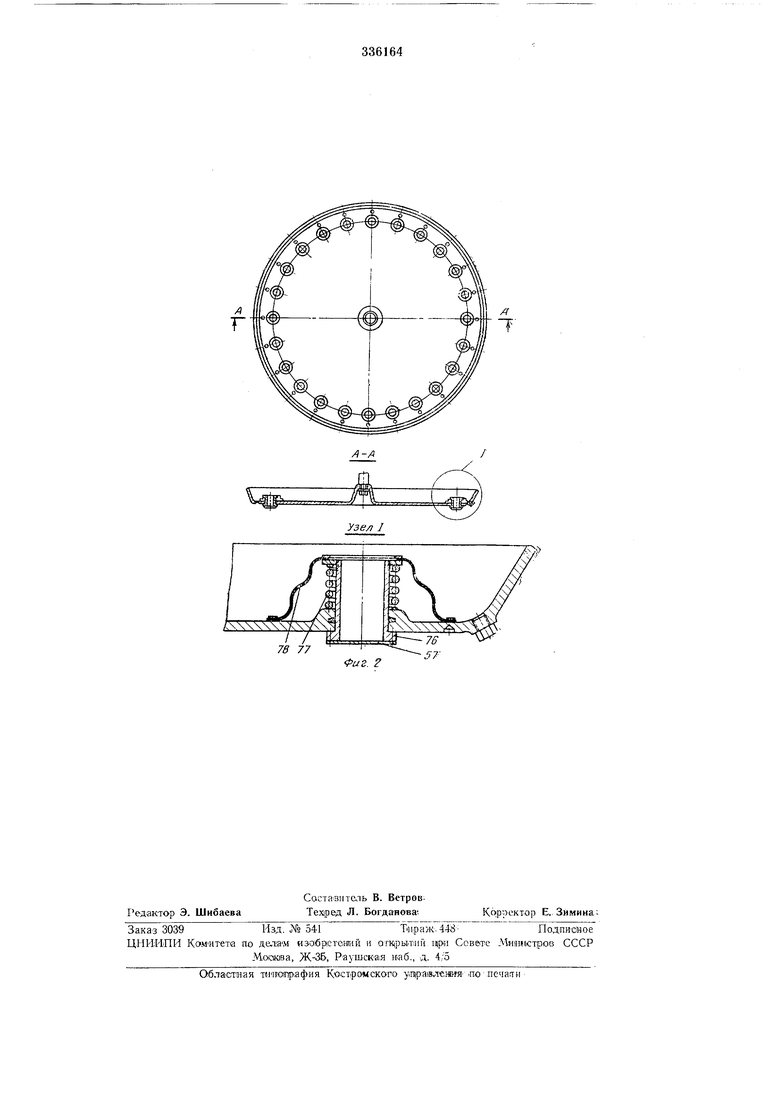
78 77
Риг. 2
