Изобретение касается широко известного электромагнитного устройства к станкам непрерывного действия для подведения намагничивающихся деталей к месту обработки. Такое устройство выполняется в виде вращающихся расположенных по окружности электромагнитов, возбуждение которых регулируется в соответствии с циклом подачи деталей.
Предлагаемое устройство отличается тем, что в нем электромагниты выполнены в виде двух концентрически расположенных систем, одна из которых предназначена для подведения деталей, а другая - для их снятия. Электромагниты перемещаются в вертикальной плоскости в соответствии с циклом работы.
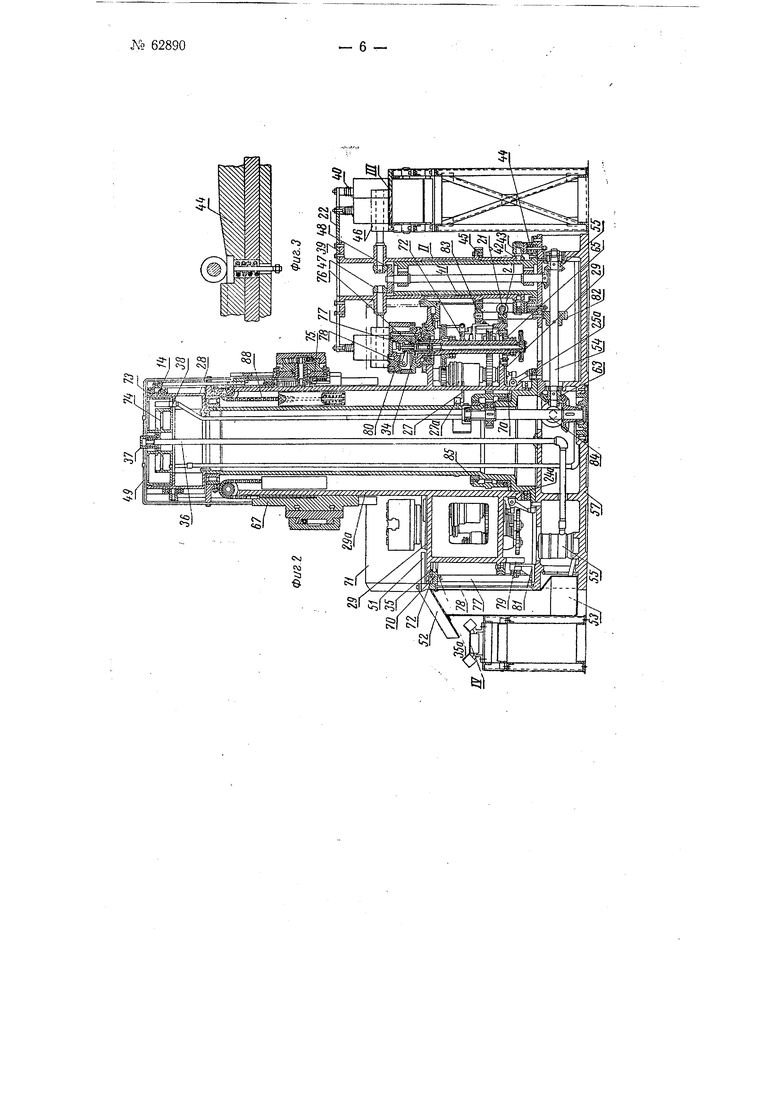
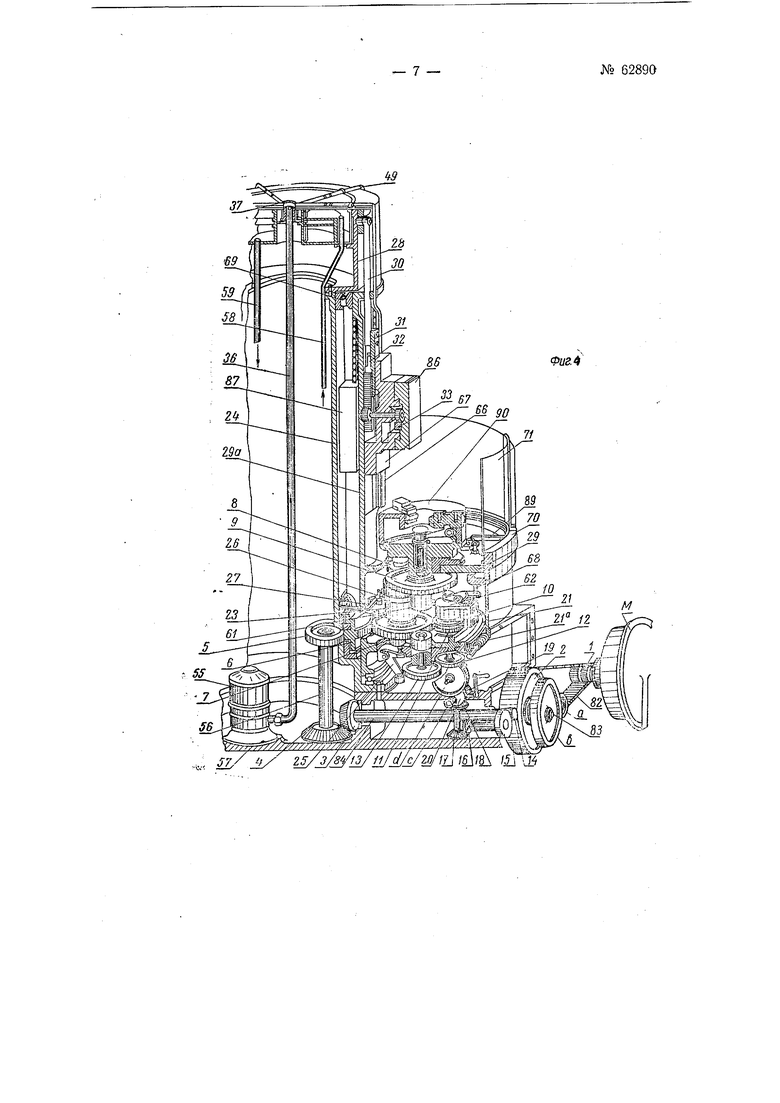
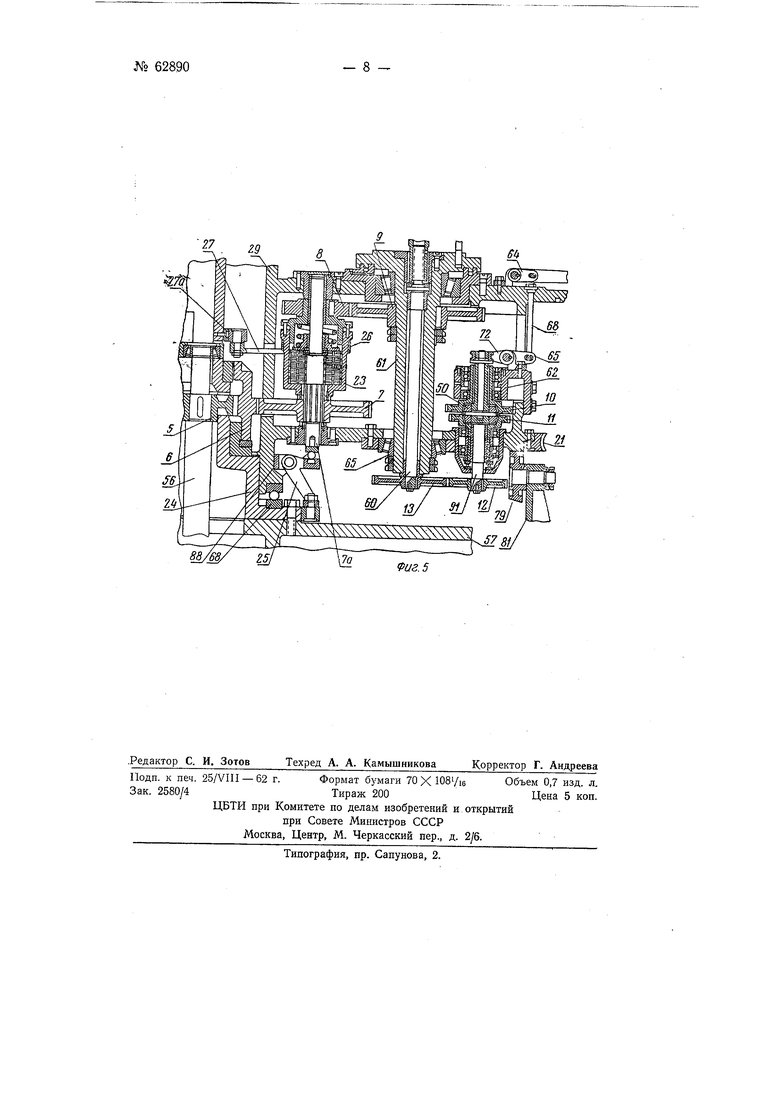
На фиг. 1 изображена схема действия электромагнитного устройства; на фиг. 2 - вертикальный разрез станка непрерывного действия с предлагаемым устройством; на фиг. 3 - разрез детали устройства по фиг. 2; на фиг. 4 - вертикальный разрез станка в плоскости, перпендикулярной разрезу по фиг. 2; на фиг. 5 - вертикальный разрез дисковой муфты и зажимного устройства для обрабатываемых деталей.
Электродвигатель М (фиг. 4), установленный около основания 57 станка, через цепную передачу 1 к 2, сменные шестерни а и Ь, шестерни J4 и 15, 16 и 17 соединен с коробкой подач, которая имеет реверсивный механизм из конических шестерен 18, 19 и 20, сменных шестерен с w. d и червяка 21. Через вал 84 (фиг. 4), конические шестерни 3 -л 4, шестерню 5, венец 6, шестерни 7, 8 и 9 сообщается вращение рабочим шпинделям 61 станка. Валик 7а (фиг. 2 и 5) шестерни 7 несет муфту 23, выключение которой, а следовательно, и прекращение вращения щестерни 8 при смене изделий на данном шпинделе производится рычагом 25, укрепленным на нижнем поворотном столе 29. Управление
№ 62890
рычагом 25 осуществляется кулачком 25а, укрепленным на опорном фланце средней неподвижной колонны 24 (фиг. 5). Для того чтобы шпиндель с изделием при его смене не продолжал вращаться по инерции после выключения шестерни 8, производится торможение корпуса муфты 23 (фиг. 4) ленточным тормозом 26. Включение этого тормоза производится автоматически через привернутый на цилиндрической части неподвижной колонны 24 кулачок 27а (фиг. 2) и рычаг 27, ось вращения которого укреплена на поворотном столе 29.
К головкам рабочих шпинделей 61 (фиг. 4) прикр еплены кулачковые -патроны 90 для обрабатываемых изделий.
Обрабатываемая заготовка автоматически зажимается при помощи шестерен 10 и // (фиг. 4), из которых шестерня 10 непосредственно, а 11 через паразитическую шестерню (на чертеже не показана) находятся в постоянном сцеплении с шестерней 7. Шестерни 10 и // соединены с валиком 91 (фиг. 5) при помощи муфты 50 сцепления. Когда шпиндель заторможен, происходит разжим изделия. Для этого в кольцевом пазу 35 (фиг. 2) между двумя фасонными кольцами, прикрепленными к внутренней части обода 70, расположен конец рычага 89 (фиг. 5), который взаимодействует через кривошип 64, тягу 68, кривошип 65, рычаг 72 и тягу 85 с колодкой муфты 50 сдепления шестерен 10 и 11 с валиком 91. На конце валика 91 сидит шестерня 12, сцепленная с шестерней 13, укрепленной на шпонке вала 60, который проходит внутри рабочего шпинделя 61.
При вращении вала 60 стержень 34 (фиг. 2) получает поступательное движение и через пружины 76, хомутик 77, рычаг 78 передает усилие на кулачки 80 патрона 90. Кулачки 80 зажмут заготовку или освободят законченное обработкой изделие.
В пустотелой неподвижной колонне 24 проходит: 1) нагнетательная труба 36 (фиг. 2) для эмульсии, подаваемой насосом 55 .в колпак. 37-и через трубки 49 к инструментам; 2) нагнетательная труба 58 для подачи смазочного масла в резервуар 38 (фиг. 2); 3) распределительная труба 59 (фиг. 2) для смазочного масла, проходящего предварительно фильтр 74; 4) вертикальный вал 56 (фиг. 5), передающий вращение шпинделям от привода. На подшипник 69 (фиг. 4), сидящий на фланце неподвижной колонны 24, опирается шестигранная колонна 29а, нижняя часть которой имеет цилиндрическое сечение и ограничена (двумя параллельными кольцевыми приливами) поворотным столом 29 (фиг. 2), на которых смонтированы илесть рабочих шпинделей 61, дисковые муфтьг 23 (фиг. 4) и кронштейн 62 механизма для заж-има заготовок. К граням шестигранной колонны 29а привернуты направляющие 66, по которым перемешаются суппорты 67. В верхней части шестигранная колонна 29а опирается на роликовый подшипник 69. На периферии основания 57 станка расположены кронштейны 81 (фиг. 2 и 5), поддерживающие на цапфах ролики 79, служащие опорами для поворотного стола 29.
Количество суппортов 67 соответствует числу шпинделей. Основная подача происходит от общего неподвижного кулачкового барабана 28 (фиг. 2), расположенного на верхнем фланце средней неподвижной колонны 24. Этот барабан 28 на своей поверхности снабжен двумя спиральными полосами 73, образующими паз. Движение всех суппортов одного за другим, слагается -из ускоренного подхода к обрабатываемому изделию, короткого пребывания внизу, быстрого возврата и поворотного короткого пребывания вверху.
Суппорт 67 перемещается вертикально от паза неподвижного кулачкового барабана 28, по которому катится ролик со штангой 30.
НиЖНий конец этой штанги зажат в муфте 31 с приводной рейкой 32, связанной с нижней частью суппорта 67 специальным замком 75.
К каждой грани шестигранной колонны 29а под суппортом прикреплен упор (на чертеже не показан), который регулируется по высоте. В момент прикосновения замка 75 упора замок размыкается и нижняя часть суппорта 67 жестко связывается с этим упором и остается неподвижной, а приводная рейка 32, продолжая перемеш,аться по вертикали вниз вместе с штангой 30 и муфтой 31, через шестерни 111 и 12 будет передвигать горизонтальную рейку 3,3 и связанный с ней собственно суппорт 86, несущий режуший инструмент. Наружная его поверхность представляет собой плоскость для крепления резцедержателей.
Средняя часть суппорта может принимать относительно нижней части суппорта 67 любое положение как в вертикальной, так и в горизонтальной плоскостях, в зависимости от конусности обрабатываемой поверхности.
Для выбирания мертвых ходов суппорт уравновешен противовесом 87 (фиг. 2), подвешенным к основанию суппорта 67 цепью 88 Галля, перекинутой через ролик, укрепленный на поворотном столе 29. Пружина смягчает удары противовеса при прохождении суппорта через конечные мертвые точки.
Падаюшие на стол стружки и эмульсия направляются съемниками 51 (фиг. 2) в фильтр 52. Проходя фильтр, эмульсия стекает через отверстия в отстойник 53, а оттуда снова в полость основания 57. Стружка уносится ленточным транспортером IV из цеха. По наружной части верхнего стола на ободе 70 расположен прозрачный (из стекла или слюды) шиток 71, удерживаюш,ий стружку и предупреждаюш.ий разбрызгивание эмульсии. Сделанный в ободе 70 лоток предназначен для собирания могуш;ей просочиться эмульсии.
На станке устанавливается предлагаемое электромагнитное устройство для подведения намагничивающихся деталей к патрону 90 или снятия с него. Устройство это помешено «а коленке 39, направляемой стаканом 41 и вращающейся вокруг него. Стакан 41 имеет фланец 41а, которым стакан крепится к основанию 57 станка. Внизу колонки 39 на осях 42 сидят три цилиндрических ролика 43, которые катятся по кольцевому рельсу 44. Колонка 39 получает врашение от конической шестерни 4, через вал 84, шестерню 63, вал 54, цилиндрический венец 45 колонки 39, вращающийся синхронно с вращением поворотного стола 29.
Между каждой парой электромагнитов установлены щетки 46, вращаемые от шестерен 47 к 48 -я предназначенные для очистки поверхности патрона 90, от стружки перед установкой новой заготовки.
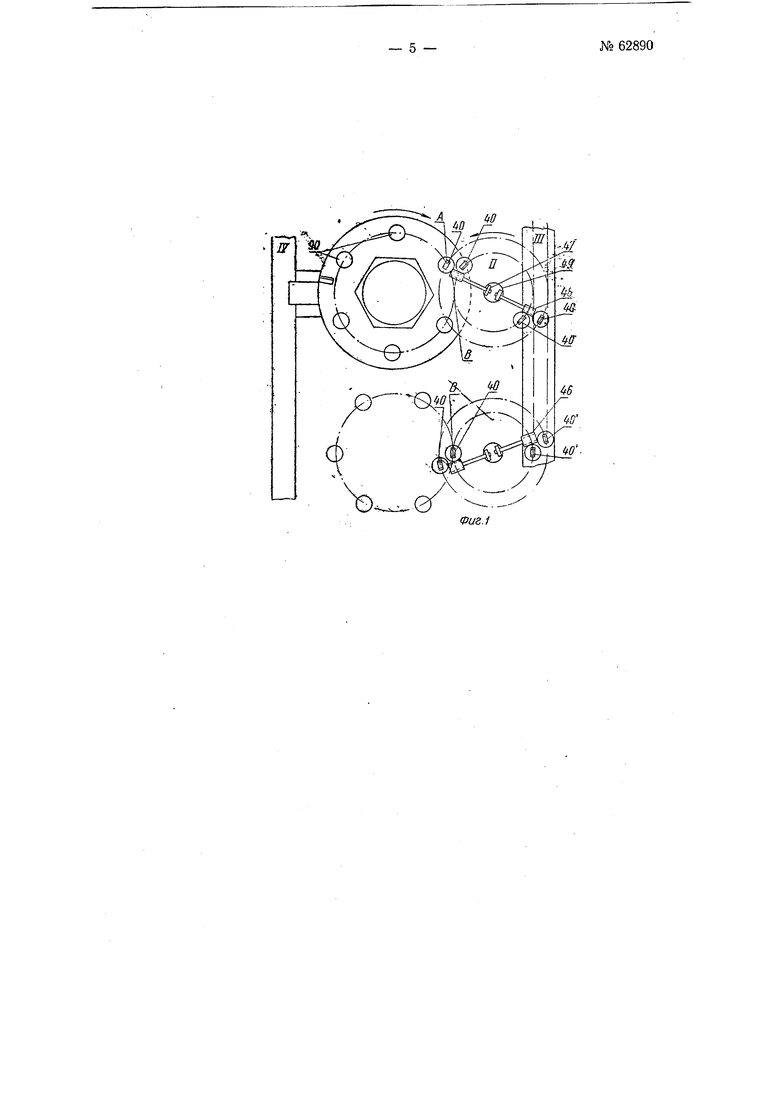
Предлагаемое электромагнитное устройство показано отдельно на фиг. 1.
Здесь видны две пары электромагнитов 40 и 40, установленных на врашаюшемся магнитном диске 22. Сердечники магнитов проходят над патроном очередного шпинделя и над ленточным транспортером, который непрерывно подает заготовки и уносит изделия.
Для того чтобы снять изделие с патрона, необходимо магнитному диску 22 периодически сообщать вертикальные перемещения в момент прохождения над изделиями, находящимися на станке и на транспортере ///, на высоту зажимных кулачков.
На фиг. 1 показано два рабочих положения. В первом положении один из электромагнитов 40 находится в точке А пересечения траекторий центров щпинделей и центров наружных электромагнитов, а один
№ 62890
YO 62890
из электрбмагййтов 40 - над транспортером ///, на Линий расйоложёния готовых изделий.
В этот момент электромагнит 40 снимает готовое изделие с патрона шпинделя, а электромагнит 40 опускает изделие на ленту транспортера ///. Во втором положении другой из электромагнитов 40 находится в точке В пересечения траектории центров шпинделей и центров внутренних электромагнитов, а другой из электромагнитов 40 - над транспортером ///, на линии расположения заготовок.
В этот момент электромагнит 40 устанавливает новую заготовку в патрон шпийделя, а электромагнит 40 берет новую заготовку с транспортёра ///.
Таким образом, за время съема и установки происходит два спуска и два подъема с магнитного диска 22.
, В момент первого спуска цепь катушки замыкается, магнит 40 снимает изделие со шпинделя, а магнит 40 устанавливает изделие на транспортер и цепь катушки прерывается.
В момент второго спуска магнит 40 устанавливает заготовку в патрон шпинделя и цепь катушки прерывается. Магнит 40 и цепь катушки замыкаются, после чего он снимает заготовку с транспортера. Для того чтобы за один поворот автомата каждый из шпинделей дважды пересекался последовательно наружным магнитом, а затем электромагнитом, необходимо условие равенства дуг поворота электромагнитов обоего рода.
Возможен второй случай: электромагниты перемешаются над обрабатываемой заготовкой на высоте зажимных кулачков патрона. В момент пересечения Окружностей - центров патронов и наружных элек тромагнйтов изделие подхватывается электромагнитом 40 и на этой высоте уносится к Транспортеру.
Электромагнит же 40 при совпадении с центром патрона опустйТся вместе с колонкой на высоту кулачков и установит заготовку. В это же время, т. е. (в момент «пускания колонки и установки заготовки в патрон, электромагнит 40 устанавливает изделие на транспортере ///. Затем колонка идет на подъем; цикл закончен, начинается следуюш.ий и т. д.
Таким образом, наружные магниты снимают йзДелие со станка и ставят его на транспортер, а внутренние, наоборот, снимают заготовку с транспортера и устанавливают в патрон шпинделя.
При повороте колонки по стрелке, как показано на фиг. 1, включены в сеть на учасТКё от Транспортера к станку - внутренние электромагниты, а на участке от станка к транспортеру - наружные.
Полбжеййе заготовки на транспортере должно быть точно фиксировано, а само движение транспортера синхронизировано с движением сТола и электромагнитов.
Предмет изобретения
Электромагнитное устройство к станКам непрерУвйОго действия дЛя подведения намагничивающихся деталей К месту обработки в виде вращающихся расположенных пО окружности электромагнитов, возбуждение которых регулируется в соответствии с цйКлбМ подачи деталей, отлйчающеесй тем, что в нем электроМагйиты выйолнены в Ёиде двух концентрически расположенных систем электромагнитов, из которых одна предназначена для подведения деталей, а Другая - для их снятия, а также тем, что эл&ктромагниты перемещаются .в вертикальной йлоскости в соответствии с циклом работы.
777///j 7///////// ///i //////////////.i///y // / /: /
±7 i72MWwI/ m I /lui
Фиг 4
27
88/68/
Фиг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| АВТОМАТИЧЕСКАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1971 |
|
SU297161A1 |
| Агрегатный станок | 1984 |
|
SU1215946A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ФАРФОРОВЫХ ИЗОЛЯТОРОВ | 1940 |
|
SU60259A1 |
| Машина для сварки трением | 1989 |
|
SU1683249A1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Металлорежущий станок | 1974 |
|
SU519315A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| СТАНОК ДЛЯ НАСЕЧКИ ЗУБЬЕВ ПИЛ | 1971 |
|
SU289875A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ НА БОКОВЫХ И ТОРЦЕВЫХ ЧАСТЯХ ЗАГОТОВОК ДЛЯ ТКАЦКИХ ЧЕЛНОКОВ | 1929 |
|
SU20315A1 |