Известно, что теоретически правильная боковая эвольвентная поверхность зуба; конической шестерни может быть получена на станке следующим образом: заготовку конической шестерни заставляют катиться на ее начальном или разворачивающемся конусе по; другой, воображаемой, шестерне с зубом, образуемым резцом станка при его переменно возвратном движении. Это катание представляет сложное движение заготовки, состоящее из двух вращательных движений: одного вращения заготовки вокруг ее оси, другого вращения самой оси заготовки вокруг оси воображаемой нарезающей шестерни. В существующих станках эти два движения между собой связываются или передачей двумя соприкасающимися секторами (станок Глиссона), или катанием без скольжения сектора, по плоскости (станок Бильграмма). Очевидно, что для каждого угла начального или катящегося конуса заготовки как в том. так и в другом случае должен быть особый сектор. Таких секторов в станках Бильграмма и Глиссона бывает от 2 до 75 штук, при чем правильное катание заготовки можно получить только для такого же количества определенных углов. Для всякого; другого угла приходится брать ближайшую подходящую передачу. Ошибка будет тем меньше, чем больше имеется таких секторов.
Предлагается два вышеуказанных вращательных движения связывать передачей зубчатыми колесами с промежуточной парой. Таким образом, возможно будет, при сравнительно малом числе сменных шестерен, получить близкий подход ко всякому требующемуся передаточному числу.
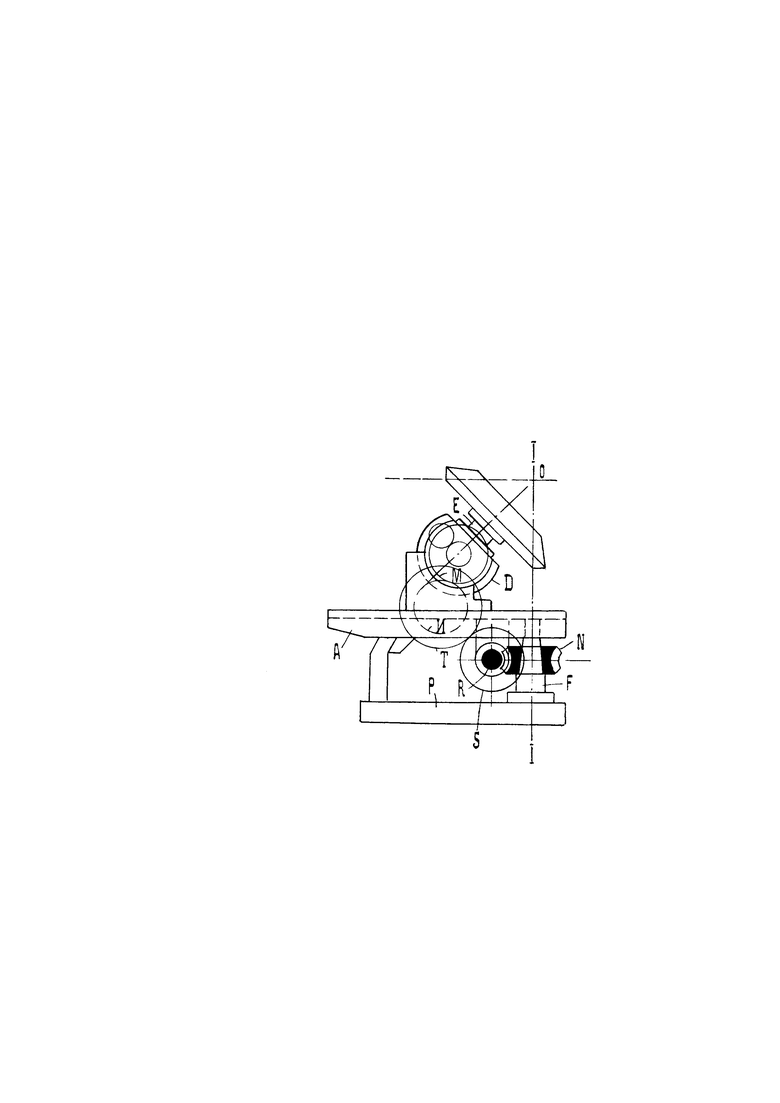
На чертеже изображен вид сбоку предлагаемого приспособления при шепинге со следующими обозначениями: Р - станина, А - поворотный стол, F - цапфа, на которой вращается стол, D - делительная головка, Е - шпиндель, М, И, Т, S - зубчатые колеса, R - червяк, N - винтовое колесо.
Стол А сделан поворотным около цапфы F на станине Р и несет делительную головку D, которая устанавливается на столе А так, чтобы вершина конуса заготовки приходилась точно в точке 0 (точка пересечения плоскости строгания с осью 1-1); для этого устанавливается нужная высота резца над поверхностью стола А и выбирается соответствующее положение делительной головки D по длине стола А. Шпиндель Е головки D связан посредством сменной передачи М, И, Т, S с валом подачи. Последний поддерживается подшипниками снизу стола и снабжен червяком R, сцепляющимся с неподвижным винтовым колесом на цапфе F. Таким образом, осуществляется связь между двумя необходимыми для профилирования зуба конической шестерни вращательными движениями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Приспособление для нарезания конических колес с дуговыми зубцами на токарных, фрезерных и сверлильных станках | 1941 |
|
SU63436A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1992 |
|
RU2009795C1 |
| Станок для нарезания конических зубчатых колес с эвольвентными продольными очертаниями зубцов посредством шестернеподобного инструмента методом обкатки | 1948 |
|
SU82667A1 |
| Зуборезный станок для нарезания конических колес | 1991 |
|
SU1815025A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Зубофрезерный станок | 1977 |
|
SU659347A1 |
| Способ изготовления конических зубчатых колес с зубцами эвольвентного очертания в продольном направлении | 1939 |
|
SU59129A1 |
| Станок для фрезерования червяков | 1980 |
|
SU984750A2 |
Приспособление при шепинге для нарезания эвольвентных зубцов конических колес по принципу катания, характеризующееся применением стола А, поворотного около цапфы F на станине Р и несущего сверху допускающую продольную установку делительную головку D, шпиндель Е которой связан сменной зубчатой передачей с валом подачи, поддерживаемым подшипниками снизу стола и снабженным червяком R, сцепляющимся с неподвижным винтовым колесом N на цапфе F.
