Изобретение .касается- изготовления oBaip«ых листовых .койструюций.
Известен способ изготовления П1олотн,ищ путем сварки лоло-с, .которые предварительяо деформируют по «оничоским .поверхностям.
Предлагаемый способ отличается ют ивве.стно.го тем, пто полосы деформируют относительно общей оси, пбрлендикулярлой к плоскости, проходящей через липию стыка, изменяя их конусность в за.висимости от величины серповид;нО|Сти. Участки полос, и,римыкающие к стыкуемым ,кром.ка,м, деформируют по цилиндри.ческой пов ерхности в пределах упругости материала, обеспечивая распол.ожение сты,куе(Мьгх Кромо.к в плоскостях, параллельных плоскости, проходящей через линию стыка.
Это обеспечивает упрощение производства за счет использования полос из рулон.ной стал.и с серповидными Кро 1ка1ми.
Предлагаемый способ поясняется; чертежом.
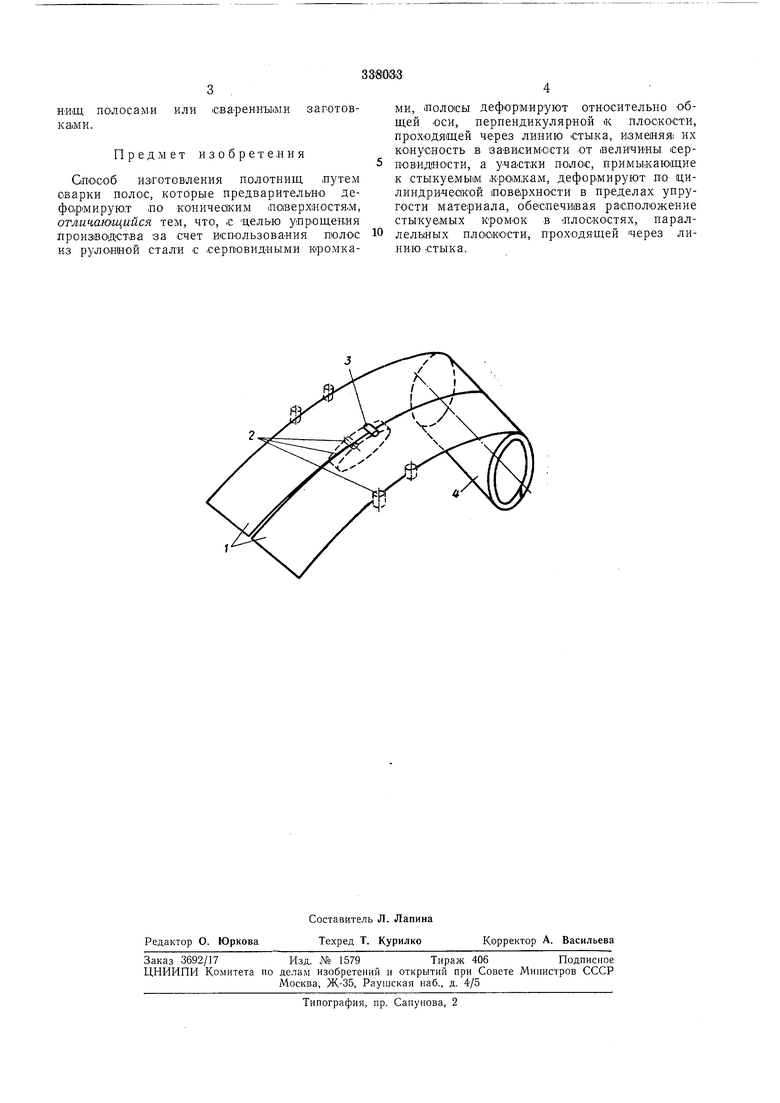
Размотанные из рулонов полосы 1 с обрезными продольными кром.ками, а при необходимости прошедшие прав.ку подают на сборку изогнутыми по чилиндричеокой поверхности. В сборочном устрой.стве 2 их смежным KpoMKaiM иеред сваркой на некото ро.й длине пр.идают оди.иако.вую кривизну
определенной величины, которая не изменяется в процессе изготовления полотнища. Благодаря эггому смежные .крОМки полос оказываются лежащи ми IB плоскостях, параллельных плоскости, проведенной через линию стьька, что о,беспечивает сборку оолос с необходимым постоянным зазором.
(Попутно со сборкой полос смежными кр0:мками их поверхности приобретают конечность, котор ая зависит от величины и знака серповидности рулонной стали. При этом конусы, соответствующие форме полос, имеют общую ось, которая пересекает под прямым углом плоскость, проведенную
через линию стыка.
Перед сваркой уча1ст.ки поло.с вдоль стыка деформируют в пределах упругости 1материала до образования общей цилиндрической .поверхности. Затем неподвижным устройством 3 сваривают продольный шов с одной или двух сторон полотнища, которое перемещается со ско.ростью сварки. После сварки полотнище не выпрямляют, а сворачивают в многослойный цилиндр 4 габаритных размеров.
НИщ полосами или сваренными заготовками.
Предмет изобретения
Gnoicod изготовления полотнищ лутем сварки полос, которые предварительно дефо1рмирую.т по коничеаким |ПО1верХ1Ностя,м, отличающийся тем, что, с целью упрощения производства за счет использования полос из рулониой сталИ с серповидными кромками, (ПОЛОСЫ деформируют относительно о бщей оси, перпендикулярной к плоскости, проходящей через лииию стыка, изменяя их ко;нусность В зависимости от велиЧИНы icepпов-идности, а участки полос, примыкающие к стыкуемым кромкам, деформируют по цилиндрической поверхности в пределах упругости материала, обеспечивая расположение стыкуемых кромок в .плоскостях, параллельных плоскости, проходящей через линию стыка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ЛИСТОВЫХ КОНСТРУКЦИЙ | 1969 |
|
SU252513A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТНИЩ | 1972 |
|
SU336060A1 |
| СПОСОБ ПРОИЗВОДСТВА СВАРНЫХ ПОЛОТНИЩ ИЗ ОТДЕЛЬНЫХ ПОЛОС | 1969 |
|
SU243114A1 |
| Способ изготовления сварных полотнищ | 1976 |
|
SU656710A1 |
| Способ изготовления сварных конструкций | 1977 |
|
SU656709A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ СВАРНЫХ ЗАГОТОВОКиз рулониой полосы | 1973 |
|
SU367933A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 1993 |
|
RU2040988C1 |
| Способ правки серповидностипОлОСОВОгО пРОКАТА | 1979 |
|
SU829254A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| СПОСОБ СЛЕЖЕНИЯ ЗА СТЫКОМ ПРИ ЭЛЕКТРОДУГОВОИСВАРКЕ | 1972 |
|
SU428881A1 |
