Иавестны способы управления циклом точечной сварки неплавящимся электродом в среде защитного газа дугой размыкания, стри которых электромагнит, осуществляющий отрыв электрода от изделия в начале сварки, включают последовательно в цепь источника питания .постоянного тока с иадающей внешней характеристикой. Однако эти способы осуществляются сравнительно сложными устройствами, которые не могут обеспечить выделение в зоне сварки строго дозированной энергии.
ПредлатаеМый способ отличается -от известных тем, что для повышения качества сварки дуговой (Промежуток щунтпруют тиристором через заданный (промежуток времени .после отрыва электрода и начала сварки до отключения источника питания.
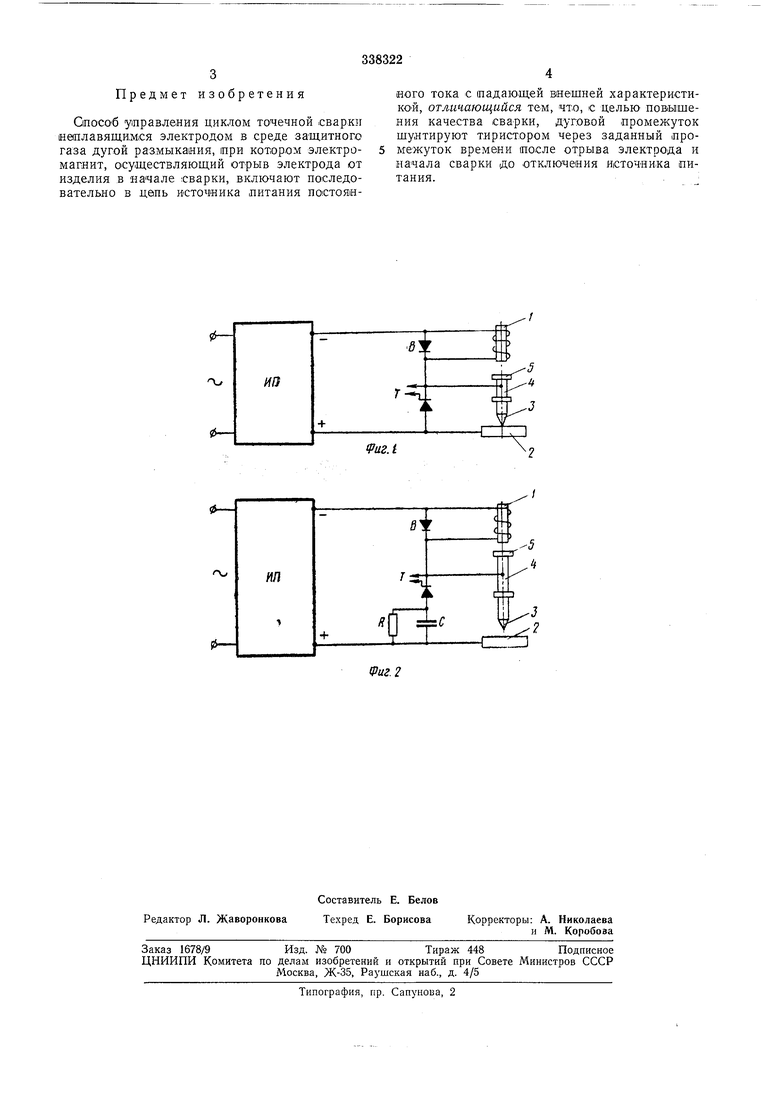
Принципиальные схемы, реализующие описываемый способ, изображены на фиг. 1 и 2.
Схемы .содержат источник питания ИП, тиристор Т, неуправляемый вентиль В, электромагнит /, свариваемое изделие 2, вольфрамовый электрод 3, электрододержатель 4 и якорь 5 электромагнита. Кроме того, принципиальная , изображенная на фиг; 2, содержит цбпочку, -состоящую из параллельно соединенных резистора R и конденсатора С. Па схемах ме.чанизм подъема электрода показам условно.
При включении источни1ка литания сварочный ток течет по цепи: ( + ) источника оитания, свариваемое изделие, электрод, обмотка электромагнита, (-) источника питания. Яко-рь электромагнита притягивается, и электрод отходит от свариваемого изделия. При этом возбуждается сварочная дуга, и поддерживается дуги при постоянном дуговом промежутке, так как сварочный ток продолжает протекать через обмотку электромагнита; якорь электромагнита притянут. Через строго фиксированное время (время сварки
зависит от толщины свариваемых деталей, материала деталей и т. д.) после включения источника питания включается тиристор, который шунтирует дуговой промежуток, и дуга гаснет, сварочный процесс закончен.
После прекращения горения дуги ток источника питания течет (фиг. 1) по цепи: ( + ) источника питания, апод тиристора, обмотка электрО:магнита и (-) источника питания. Благодаря этому току якорь электромагнита
притянут, что дает возможность удерживать электрод в поднятом состоянии до полного остывания сварочной ванны. После отключения источника питания ТОК прерывается, и электрод опускается на свариваемое изделие.
Предмет изобретения
Способ управления циклом точечной сварки наплавящимся электродом в среде защитного газа дугой размыкания, при котором электромагнит, осуществляющий отрыв электрода от изделия в начале сварки, включают иоследовательно в цепь источника питания постояниого тока с падающей внешней характеристикой, отличающийся тем, что, с целью повышения качества сварки, дуговой промежуток шунтируют тиристором через заданный промежуток времени после отрыва электрода и начала сварки до отключения источника питания.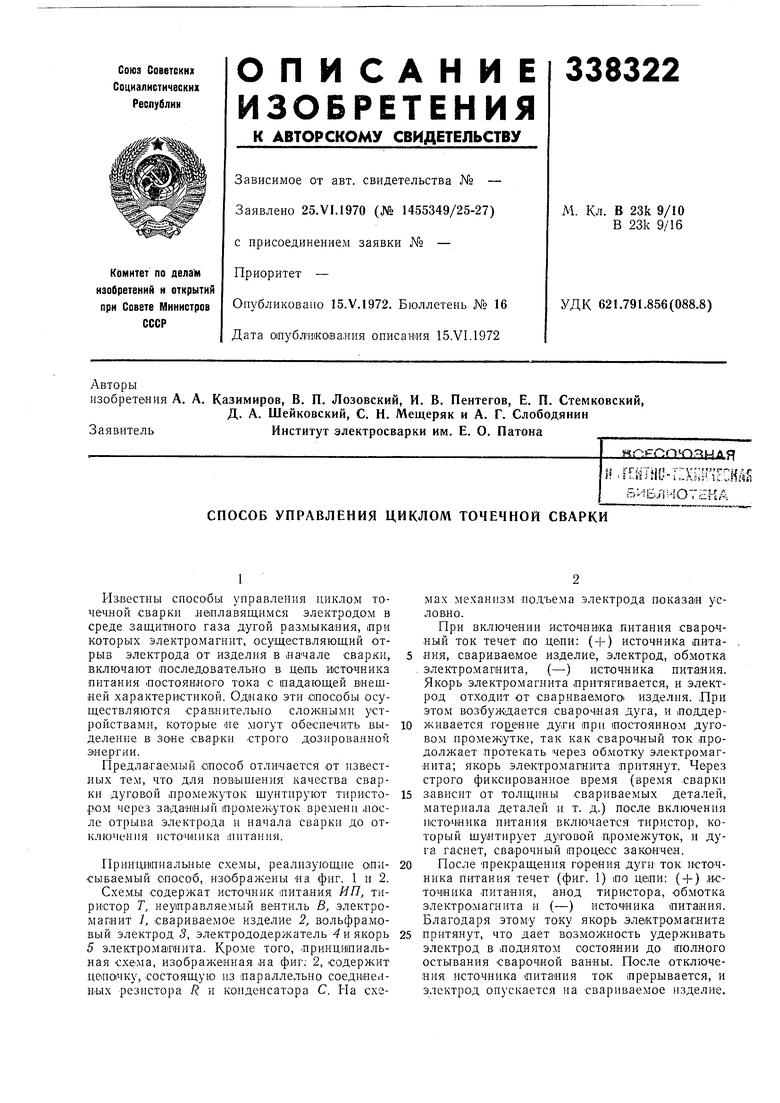
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АРГОНО-ДУГОВОЙ СВАРКИ | 1969 |
|
SU248115A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| УСТРОЙСТВО ДЛЯ ТОЧЕЧНОЙ ЭЛЕКТРИЧЕСКОЙ СВАРКИ | 1934 |
|
SU44614A1 |
| Устройство для электродуговой точечной сварки | 1973 |
|
SU454975A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ КОНТАКТНОЙ СВАРКИ | 2008 |
|
RU2389590C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ВКЛЮЧЕНИЕМ СВАРОЧНОЙ ЦЕПИ | 1969 |
|
SU245232A1 |
| Устройство для управления процессом дуговой точечной или шовной сварки | 1988 |
|
SU1551488A1 |
| Устройство для контактного возбуждения дуги | 1978 |
|
SU727364A1 |
0-
ИО
о
,5V
VuS.t
