(54) УСТРОЙСТВО ДЛЯ КОНТАКТНОГО ВОЗБУЖДЕНИЯ ДУГИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактного возбуждения сварочной дуги | 1980 |
|
SU903014A2 |
| Устройство для управления процессом дуговой точечной или шовной сварки | 1988 |
|
SU1551488A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| Устройство для электродуговой точечной сварки | 1973 |
|
SU454975A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1987 |
|
SU1484529A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1985 |
|
SU1286369A1 |
| Однофазный тиристорный источник питания для дуговой точечной сварки | 1981 |
|
SU942920A1 |
| Способ контактного возбуждения сварочной дуги | 1976 |
|
SU703265A1 |
| Устройство для управления процессом дуговой точечной сварки | 1983 |
|
SU1222454A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ТОЧЕЧНОЙ СВАРКИ | 1972 |
|
SU338322A1 |
1
Изобретение относится к электродуговой сварке неплавящимся электродом в среде защитных газов и может быть использовано при создании сварочных мащин для электродуговой шовной или точечной сварки неплавящимся электродом.
При всех способах электродуговой сварки этот процесс начинается с возбуждения сварочной дуги. По сравнению с бесконтактными контактные способы возбуждения сварочной дуги имеют преимущества, заключающиеся в отсутствии необходимости применения высоковольтных устройств, значительном снижении уровня радиопомех, повыщении етабильнЪсти процесса, в особенностипри сварке неплавящимся электродом в гелии.
Известно устройство для возбуждения дуги высокой, мощности методом касания, содержащее источник питания дуги, конденсатор и устройство для его зарядки. С помощью электромагнитного приспособления соленоид втягивает электрод, отводя его на определенное расстояние от изделия и возбуждая таким образом дугу.
Известно также устройство для электродуговой сварки, содержащее сварочный источник питания, включенный последовательно с электродом, перемещаемым электромагнитом, обмотка которого подсоединена параллельно сварочной цепи.
Недостатком этого устройства является то, что обмотка электромагнита в течение процесса сварки находится под напряжением сварочной дуги 12 - 15 В. Это напряжение значительно меньще напряжения холостого хода источника питания (60 - 70 В), поэтому тяговое усилие, развиваемое электромагнитом, недостаточно для преодоления усилия возвратной пружины, удерживающей электрод над изделием после возбуждения дуги и в процессе сварки. Однако в конце сварочного цикла при отключении сварочного тока изза индуктивности сварочной цепи на дуговом, промежутке наблюдаются всплески напряже ния, которые приводят к тому, что электромагнит повторно опускает электрод на изделия, окуная его в ванну жидкого металла. Это приводит к загрязнению рабочего торца
электрода, и, как следствие, потере его эмиссионных свойств. Случайные возмущения дуги в процессе сварки также могут привести к опусканию электрода в сварочную ванну и даже к его приварке к изделию. Увеличением
жесткости возвратной пружины можно умень шить вероятность возникновения taKHx нарушений, при этом необходимо увеличить тяговое уСилче электромагнита, что влечет за собой увеличение габаритов сварочнЬй головки.
Цель изобретения - исключение повторного опускания электрода, улучшение весогабаритных показателей и повышение надежности работы устройства.
Это достигается тем, что предлагаемое устройство дополнительно снабжено тиристором и конденсатором, при этом тиристбр включен последовательно с обмоткой электромагнита, а параллельно обмотке электромагнита включен конденсатор.
Такое решение позволяет осуществить автоматическое отключение обмотки электромагнита от сварочной цепи в момент контактирования электрода и изделия.
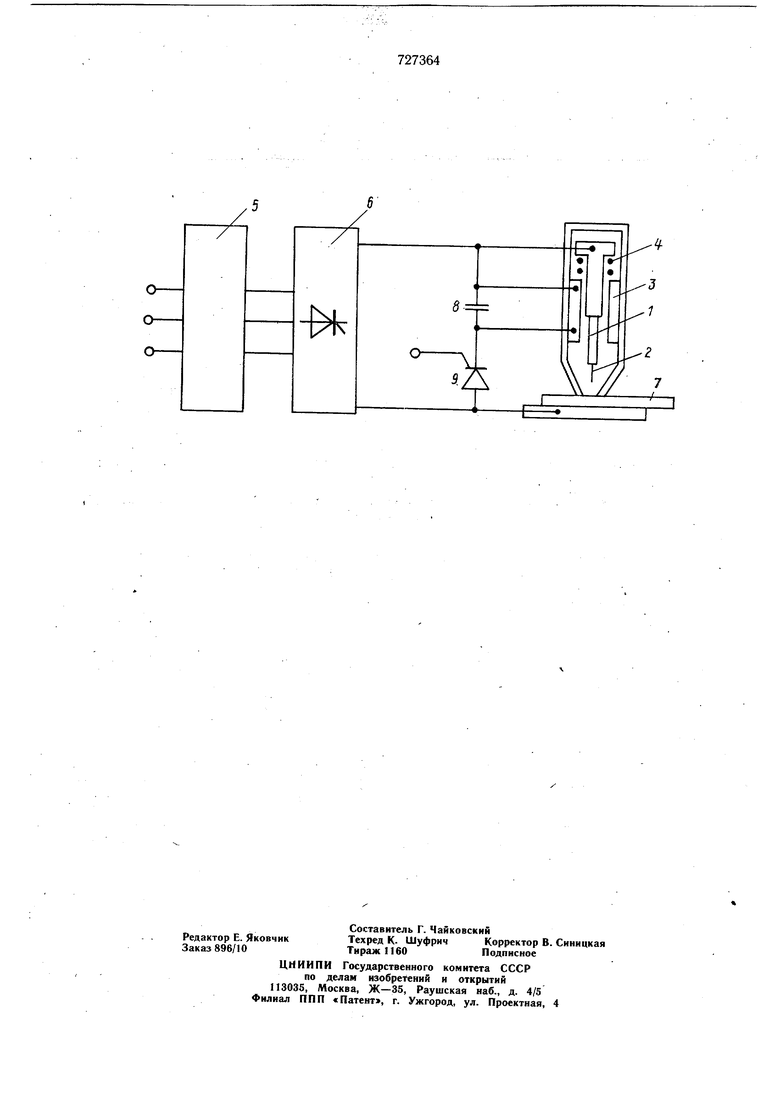
На чертеже показана принципиальная схема предлагаемого устройства.
Сварочная головка содержит электрододержатель 1 с закрепленным в нем неплавящимся электродом 2, электромагнит 3, подвижное ярмо которого соединено с электрододержателем 1, и пружинящий элемент 4, противодействующий усилию электромагнита 3. Источник питания состоит из сварочного трансформатора 5 и управляемого выпрямителя тока 6. Пружинящий элемент 4 удерживает электрододержатель 1 с электродом 2 в исходном состоянии, т. е. приподнятом над изделием 7. Обмотка электромагнита 3 зашунтирована конденсатором 8 и подключена параллельно сварочной цепи источника питания через тиристор 9.
При включении сварочной цепи и подаче импульса управления на неплавящийся электрод 2 тиристор 9 открыт. Происходит зарядка конденсатора 8 до напряжения, близкого к напряжению холостого хода сварочного .источника, а по обмотке электромагнита 3 протекает ток, что приводит к опусканию электрода 2 на изделие 7. В момент сопри.-..,„.косновения электрода 2 с изделием 7 происходит разряд конденсатора 8, причем направление тока разряда противоположно току, протекающему через тиристор 9, в результате чего последний запирается.
Усилие электромагнита 3 снижается до нуля, а пружинящий элемент 4 отрывает электрод 2 от изделия 7, что приводит к возникновению сварочной дуги.
Длительность импульса управления открытием тиристора 9 должна быть меньше
времени срабатывания электромагнита 3.
Предлагаемое устройство надежно в работе за счет повышенного быстродействия, поскольку значительно снижается опасность приварки электрода к изделию на стадии контактного возбуждения сварочной дуги и сокращается время нахождения электрода в закороченном на изделии состоянии. Кроме того, исключается повторное опускание электрода в ванну жидкого металла, ведущее в конечном счете к потере эмиссионных свойств электрода. Возможно уменьщить вес и габариты электромагнита, так как его обмотка работает в импульсном режиме. Предлагаемое устройство характеризуется повыщенной стабильностью процесса сварки в среде гелия.
Испытание устройства, изготовленного в институте электросварки им. Е. О. Патона, подтвердили его высокую надежность и целесообразность применения в сварочных машинах для электродуговой шовной точечной сварки неплавящимся электродом.
Формула изобретения
Устройство для контактного возбуждения дуги преимущественно при электродуговой сварке неплавящимся электродом в защитных газах, содержащее сварочный источник питания, включенный последовательно с электродом, перемещаемым электромагнитом, обмотка которого подсоединена параллельно сварочной цепи, отличающееся тем, что, с целью исключения повторного опускания электрода, улучшения весогабаритных показателей и повышения надежности работы устройства, оно дополнительно снабжено тиристором и конденсатором, при этом тиристор включен последовательно с обмоткой электромагнита, а параллельно обмотке электромагнита включен конденсатор.
