Изобретение относится к устройствам для многопроходной -сварки толстостенных конструкций, в частности труб с толщиной станки более 15 мм.
Известно устройство для сварки неноворотпых стыков труб, содержащее сварочную головку с механизмом настройки, каретку с ведущими роликами и привод Перемещения каретки.
Иаиболее существенным недостатком такого устройства является недостаточная точность направления горелки .по стыку при многопроходной сварке толстостенных конструкций.
Известное устройство ври сварке второго и следующих проходов и особенно при наложении усиления щва не может точно направлять горелку носередине стыка, так как меняется ширина разделки и конические поверхности ролика выходят из соприкосновения со стенками разделки.
Кроме того, это устройство нельзя использовать для сварки криволинейных стьичов и стыков, плоскость которых неперпенднкулярна осям свариваемых труб, так как устройство лишено возможности перемещать каретку с горелкой поперек стыка.
пружиненного щтока, расположенного в стакане, который выполнен заодно с вилкой, на свободных концах которой во втулках с возможностью вращения и продольного перемещения смонтированы ступицы ролика, реборды которого соединены между собой винтом со встречной резьбой, при этом конфигурация реборд выполнена в соответствии с .разделкой свариваемых кромок.
Предлагаемое устройство позволяет точно направлять горелку посередине стыка при многопроходной сварке толстостенных конструкций, сваривать криволинейные стыки и стыки, плоскость которых неперпендикулярна осям
труб.
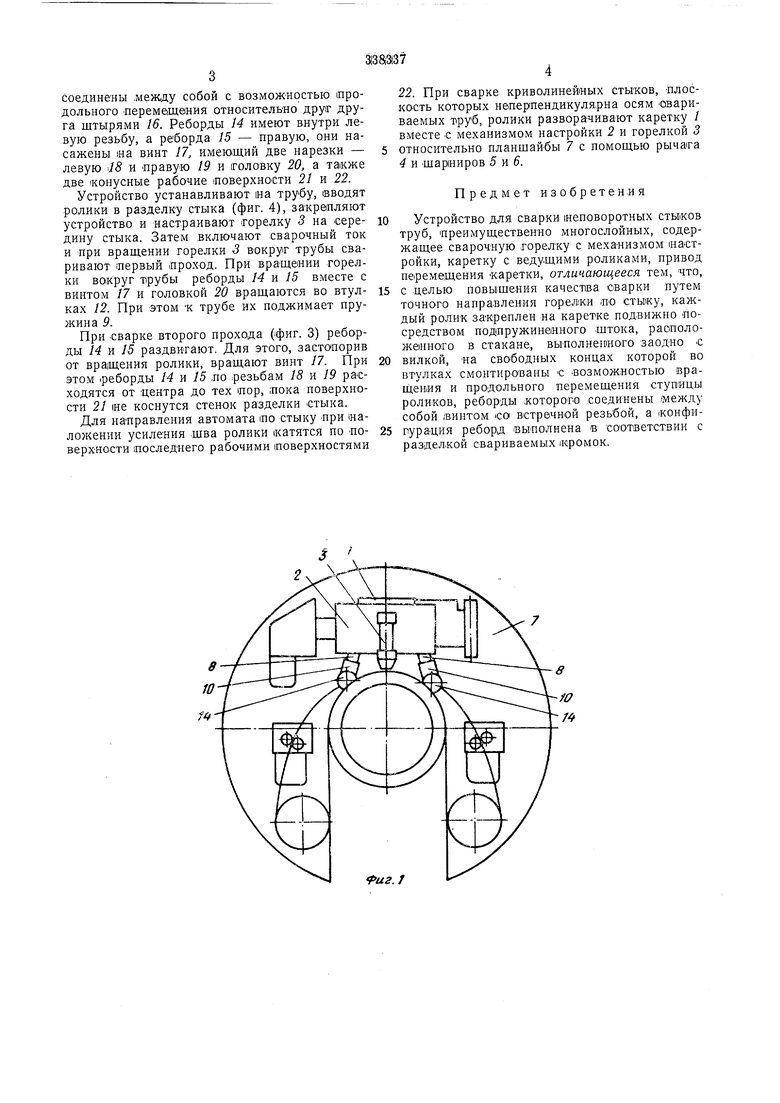
На фиг. 1 приведен общий вид предлагаемого устройства; па фиг. 2 - то же, вид сверху; на фиг. 3 - ролики при сварке второго прохода; на фиг. 4 - ролики при сварке корневого .шва; на фиг. 5 - (ролики при наложении усилеиия шва.
Каретка }, на которой установлены механизм настройки 2 и горелка 3 через рычаг 4 и .шарниры 5 и 5 связана с планшайбой 7. В
каретке 1 закренлены штоки 5, через пружины
9 связанные со стаканами 10. Последние имесоединены .между собой с возможностью продольного перемещ&ния относительно друг друга штырями 16. Реборды 14 имеют внутри левую резьбу, а реборда 15 - правую, они насажены на винт 17, имеющий две нарезки - левую 1/5 и правую 19 и головку 20, а также две конусные рабочие поверхности 21 и 22. Устройство устанавливают на трубу, вводят ролики в разделку стыка (фит, 4), закрепляют устройство и настраивают горелку 3 на середину стыка. Затем .включают сварочный ток и при вращении горелки 3 вокруг трубы сваривают 1первый проход. При вращении горелки вокруг трубы реборды 14 и 15 вместе с винтом 17 и головкой 20 вращаются во втулках 12. При этом К трубе их поджимает пружина 9. При сварке второго прохода (фиг. 3) реборды 14 и /5 раздвигают. Для этого, застопорив от вращения ролики, вращают винт 17. При этом реборды 14 и 15 ,по резьбам 18 и 19 расходятся от центра до тех пор, ;пока поверхности 21 1не коснутся стенок разделки стыка. Для направления автомата ino стыку при маложении усиления шва ролики катятся по поверхности последнего рабочими поверхностями 22. При сварке криволинейных стыков, плоскость которых нбперпендикуля.рна осям свариваемых труб, ролики разворачи.вают каретку / вместе с механизмом настройки 2 и горелкой 3 относительно планшайбы 7 с помощью рычата 4 и шарниров 5 и б. Предмет изобретен.и я Устройство для сварки иеповоротных стыков труб, преимущественно многослойных, содержащее сварочную .горелку с механизмом настройки, каретку с ведущими роликами, привод перемещения «аретки, отличающееся тем, что, с целью повышения качест1ва оварки путем точного направления горел ки по стыку, каждый ролик закреплен на каретке подвижно посредством подпружиненного штока, рашоложеннаго в стакане, выполнен1ного заодно с вилкой, па свободных концах которой во втулках смонтированы с -возможиостью вращения и продольного перемещения ступицы роликов, реборды которого соединены .адежду собой /винтом со встречной резьбой, а конфигурация реборд выполнена в соответствии с разделкой свариваемых яфомок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| УСТРОЙСТВО для СВАРКИ КОЛЬЦЕВЫХ стыков ТРУБ | 1969 |
|
SU257650A1 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1992 |
|
RU2049633C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1971 |
|
SU298450A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1970 |
|
SU278925A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 2017 |
|
RU2678552C1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для сварки неповоротных стыков труб | 1975 |
|
SU513811A1 |


иг. /
Л|
5
11
/p
. 4
