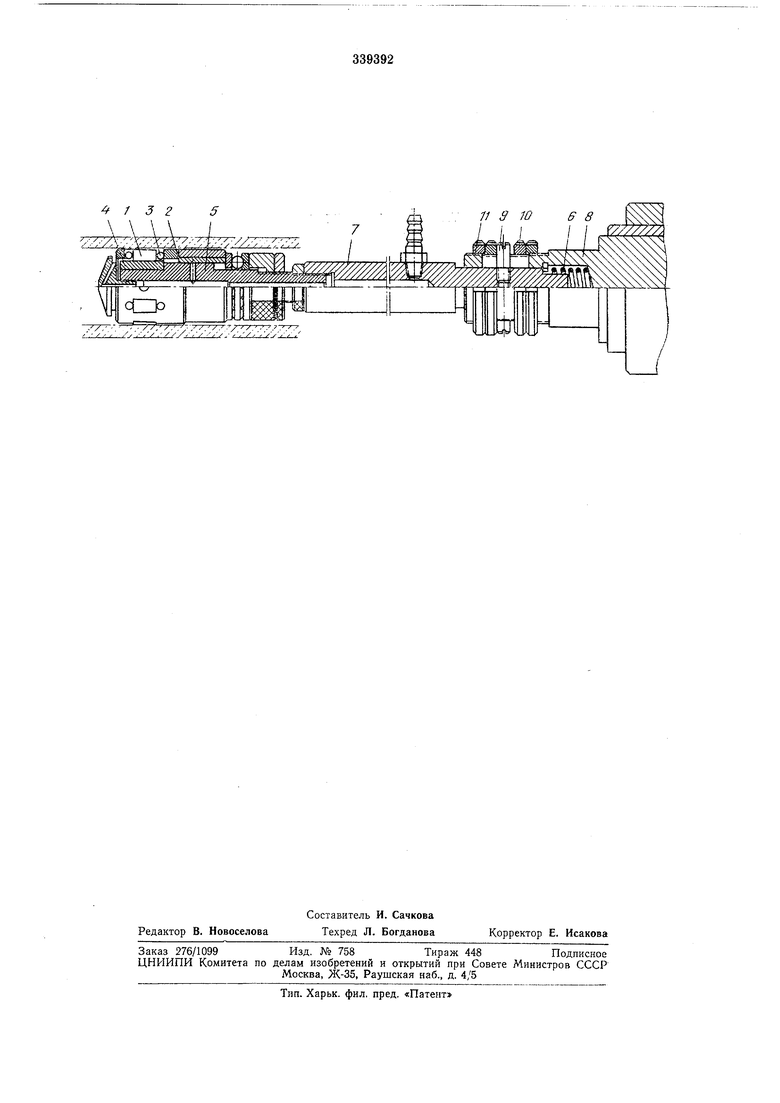
Известны ко)1сТрукдии роликовых раскаток осевого и радиального импульсного действия. Радиальная нодача обеспечивается нали1чием на кулачковой оправке, на которую опираются ролики, лысок или канавок. Осевая подача осуществляется с помощью упругого элемента, например резинового кольца, устаHOBvieHHoro между сепаратором и корпусом инструмента. Недостатком известны.х раскаток является быстрый износ трущихся поверхностей роликов и оправки вследствие возникновения высокого давления в момент максимального натяга. С целью ловыщення долговечности путем обеспечения осевой подачи все.му инструменту в предлагаемой роликовой раскатке упругий элемент установлен менаду корпусом л хвостовиком. На чертеже изображена описываемая роликовая раскатка, разрез. Деформирующие ролики / установлены в гнездах сепаратора 2 .между щариками 3, что полностью исключает трение рабочих поверхностей роликов о стенки гнезда сепаратора, и опираются на поверхность к мачковой оиравки 4, закрепленной па корпусе 5. Упругий элемент - спиральная пружина 6 - расположен между оправкой 7 и хвостовиком 8. Оправка 7, присоединенная к корпусу 5 инструмента, устанавливается в хвостовике 8 и удерживается от проворота и выпадания двумя винтами 9, расположенными в пазу хвостовика. В процессе обработки под действием возрастающего осевого усилия в момент попадания роликов на выступы кулачковой оправки, имеющей форму многогранника (на чертеже не показано), инструмент смещается в сторону хвостовика и сжимает пружину 6. Когда ролики попадают во впадины кулачковой оправки и натяг между ними и обрабатываемой поверхностью становится минимальным, пружина обеспечивает осевую по дачу инструменту. Установку величииы осевого перемеи1е)П1я, а также регулировку величины сжатия пружины производят путем установки определенного зазора меж.ду гайками 10 11, служаии1х упорами для винтов 9. Предмет изобретения Роликовая раскатка с автоматически прерывистой осевой подачей, осуществляемой с помощью унругого элемента, отличающаяся тем, что, с целью повыщения долговечности путем обеспечения осевой подачи всему инструменту, упругий элемент установлен между корпусолг н хвостовиком. 13 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовая накатка | 1990 |
|
SU1754425A1 |
| Регулируемая раскатка | 1981 |
|
SU956255A2 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОДНОВРЕМЕННОЙ РАСТОЧКИ И РАСКАТКИ ОТВЕРСТИЙ | 1993 |
|
RU2074085C1 |
| Устройство для крепления осевого инструмента в шпинделе станка | 1988 |
|
SU1540960A1 |
| Многороликовая раскатка для чистовой и упрочняющей обработки отверстий | 1976 |
|
SU647101A1 |
| Раскатка для обработки внутренних стенок цилиндров с нессиметрично расположенными по окружности вырезами | 1982 |
|
SU1057259A2 |
| Роликовая раскатка | 1986 |
|
SU1572796A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ АБРАМОВА В.А. | 2013 |
|
RU2566584C2 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ МЕТОДОМ ПОВЕРХНОСТНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 1994 |
|
RU2082591C1 |
| Раскатка для комплексной обработки поверхностей отверстий | 1989 |
|
SU1771932A1 |