Изобретение относится к изготовлению железобетонных изделий в кассетных установках.
Известна установка, включающая раму, вибрирующее устройство и пакет разделительных и паровых стенок.
Известные установки имеют ряд недостатков: отсутствие принудительного ритма в технологическом процессе, неравномерность работы кранового оборудования и бетоносмесительного цеха, низкая оборачиваемость кассетных установок.
Цель изобретения - обеспечить заданный ритм работы.
Достигается это тем, что кассетная устано В1ка вьшолнена с меха.низмом .передвижения и фиксации стенок, состоящим из неподвижных и подвижных нап;рявляющих, укрепленных на кронштейнах, двух цилиндров и траверс с гидроцилинд|рами по.в орота к улач1К01в и пневмоцилиндра с фкксирующими «ронщ.тейнами.
Ускорение и надежность процессов сборки и разборки достигается оборудованием кассетной установки полуавтоматическим зам.ковым устройством для запирания и отпирания клиновых замков, состоящим из пневмоцилиндра с подвижной щтангой, на которой закреплены кулачки.
между собой и с паропроводом посредством тройникового механизма с регулятором давления по заданному .
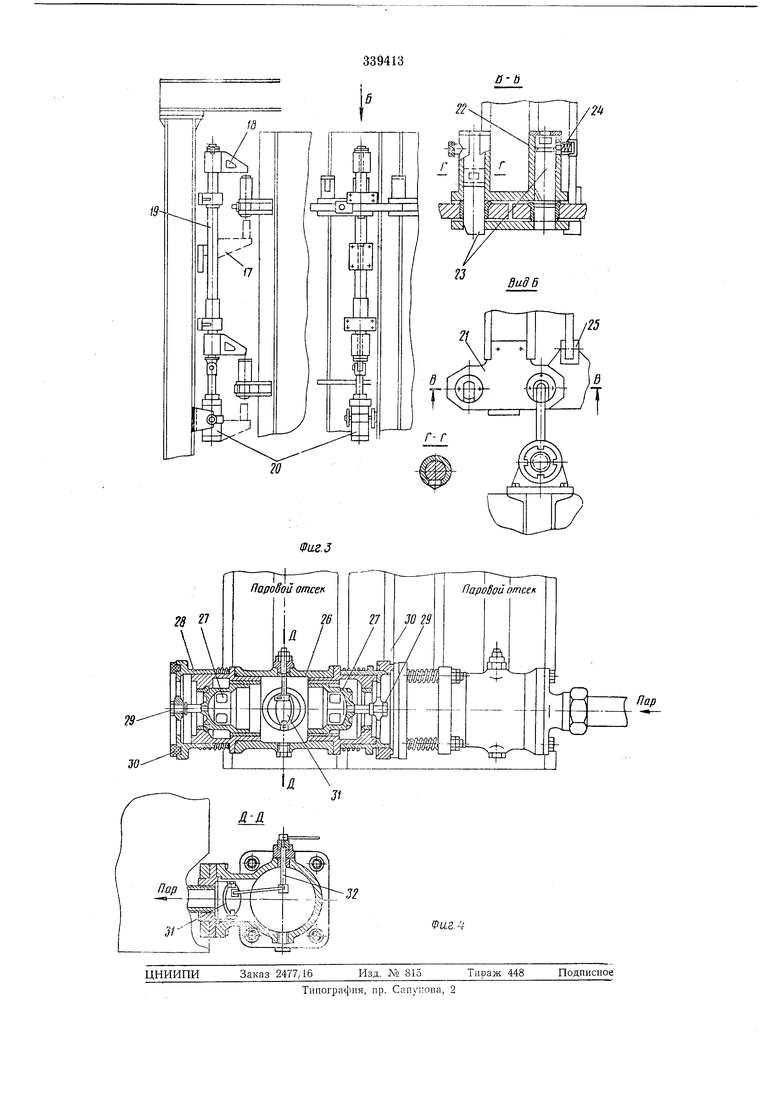
На фиг. 1 изображена предлагаемая установка, общий вид; на фиг. 2 - механизм передвижения и фиксации стенок; на фиг. 3 - полуавтоматическое замковое устройст во; на фиг. 4 - тройни.ковый механизм для подачи пара в паровые стенки.
Кассетная установка состоит из вертикальных разделительных и паровых стенок /, перемещающихся по рельсовому пути 2, двух наружных стенок 3, смонтированных на подвижных тележках 4, и сварной рамы 5.
По неподвижным направляющим 6 механизма передвижения и фиксации стенок /, укрепленных с помощью кронщтейнов 7 на сварной раме 5, гидроцилиндром 8 перемещаются подвижные направляющие 9 с укрепленной на них траверсой 10. На траверсе 10 закреплен гидроцилиндр // для поворота кулачков 12, входящих в зацепление со стенками /. На подготовительных постах стенки фиксируются кулачками 13, которые соединены между собой щтангой 14 и приводятся в действие пневмоцилиндром 15. Для подачи пакета стенок на пост распалубки механизм перемещения и фиксации оборудован гидроцилиндром 16 с траверсой 10, скользящей по направляющим 6.
На постах распалубки и сборки кассетной установки смонтированы полуавтоматические замковые устройства для отпирания и запирания клиновых замков, состоящие из отпирающих 17 и запирающих 18 кулачков, закренЛеиных на штанге 19, которая приводится в движение гидроцилиндром 20.
Клиновые saMiKH состоят из двух частей. Первая часть замка крепится с помощью кронщтейна 21 на паровых стенках. В свою очередь на кронщтейне установлены два стакана 22 для направления движения клиньев 23 со стопорным устройством 24 для фиксации клиньев в верхнем положении. Вторая часть клинового замка закреплена на разделительных стенках и представляет из себя серьгу 25 с двумя отверстиями для захождения в них клиньев 23.
На паровьгх стенках кассетной установки смонтированы тройниковые механизмы с регуляторами давления пара, состоящие из корпуса 26, конусного стакана 27, подвижной подпружиненной втулки 28, соединительного пальца 29, резинового амортизатора .30 и дроссельной диафрагмы 31 с рычагом управления 32.
Кассетная установка разбита на четыре поста: пост распалубки I, пост очистки и смазки II, пост установки арматуры III, пост формования IV.
Перед началом работы весь пакет стенок смещается в крайнее лев-ое положение. Затем гидроцилиндр 16 подводит траверсу 10 к крайней правой стенке. Гидроцилиндр II, укрепленный на траверсе, поворачивает кулачки 12, которые входят в зацепление со стенкой, после чего гидроцилиндр 16, надавив на траверсу 10, подает первуЮ стенку с одновременным перемещением всего пакета к полуавтоматическому замковому устройству, а затем возвращается за следующей стенкой.
Гидроцилиндр 20 полуавтоматического замкового устройства поднимает вверх штангу 19, а вместе с ней и кулачо.к 17, который, подняв вверх клин 23, отпирает замок. Стопорное устройство 24 удерживает клин 23 в верхнем положении от случайного выпадания.
К этому моменту гидроцилнндром 8 траверса 10 подается ,к паровой стенке, и кулачки 12 траверсы входят в зацепление со стенкой. Следующим движением гидроцилиндра паровая стенка подается на пост очистки и смазки. В то же время готовое изделие извлекается краном из кассеты.
На посту очистки и смазки вступают в действие фиксирующие кулачки 13, удерживающие стенку от падения и перекоса. Верхние их нижние кулачки 13, соединенные между собой штангой 14, поворачиваются пневмоцилиндром 15.
По окончании процесса очистки и смазки паровая стенка гидроцилиндром 8 подается на следующий пост - лост установки и фиксации арматурных каркасов и закладных деталей, где фиксируется аналогичным образом.
как и на предыдущем посту. После того, как стенка зафиксирована, гидроцилиндр 8 возвращает траверсу 10 за разделительной стенкой, уже освобожденной от клиновых замков, и подает ее на пост очистки и смазки.
По окончании установки арматурных каркасов и закладных деталей на паровую- стенку она с помощью траверсы 10 перемещается гидроцилиндром 5 на последний пост - пост
сборки И формования. Когда на этот же пост подойдет следующая стенка, вступает в действие полуавтоматическое замковое устройство и запирает замок. Для этого гидроцилиндр 20 опускает щтангу 19, а вместе с ней
и кулачки 18. Клин 23 кулачком 18 выбивается из стопорного устройства 24 и входит в отверстие серьги 25. В образованную формующую полость лодает1ся бетонная омесь любьш из известных способов, -например, с помощью
щелевых труб.
На посту -формовки первая паровая стевка через тройниковый механизм подсоединяется к паропроводу. Следующие же паровые стенки подсоединяются уже не к паропроводу, а к
тройниковому механизму предыдущей паровой стенки. Осуществляется это следующим образом: соединительные паль-цы 29 тройник-овых механизмов двух соседних паровых стенок при соприкосновении друг с другом входят внутрь
корпуса 26 механизма и вдавливают конусный -стакан 27, -освобождая окна стакана от поДПружйневной втулки 28, в которые устремляется пар для паропрогрева. Для плотного соединения тройниковых механизмов они имеют резиновые амортизаторы.
В период всего времени паропр-огрева р-ежим подачи пара регулируется дроссельной диафрагмой, поворачивающейся вокруг оси рычагом упра-вления 32. В момент подъема
темпера -уры бетона дроссельная диафрагма открыта не полностью. Когда температура поднимается до максимума, дроссельная диафрагма 31 полностью открывается, а по окончании термообработки закрывается.
Тер МО-обр аботка первого изделия заканчивается в -тот момент, когда отформовано последнее изделие. Исходя из времени термообработки и времени набора пакета определяется количество разделительных и паровых
стенок.
Набранный иакет кассетной установки гидроцилиндром 8 возвращается в крайнее левое положение, и цикл повторяется.
Предмет изобретения
.1. Кассетная установка для изгото-вления плоских железобетонных изделий, включающая раму, вибрационное устройство и пакет
ра1зделительных и паровых стенок, отличающаяся тем, что, с целью создания заданного режима работы, установка выполнена с механизмом передвижения и фиксации стенок, состоящим из неп-одвижных и подвижных надвух цилиндров и траверс с гидроцилиндрами поворота кулачков и пневмоцилиндра с фиксирующими кронштейиами.
2. Установка по н. 1, отличающаяся тем, что, с целью ускорения и новышения эффективности Процессов сборки и разборки, она выполнена с полуавтоматическим замковым устройством для запирания и отпирания клиновых замков, состоящим из пневмоцилиндра с подвижной штангой, на которой закреплены кулачки.
3. Установка по п. 1, отличающаяся тем, что, с цельк обеспечения эффективного .режима тепловой обработки изделий, паровые стенки соединены между собой и с паропроводом посредством тройникового механизма с регулятором давления по заданному режиму.

| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная установка | 1980 |
|
SU980988A1 |
| КАССЕТНО-КЛИНОВАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2022 |
|
RU2785698C1 |
| СПОСОБ ФИКСАЦИИ КАССЕТНОЙ УСТАНОВКИ И КАССЕТНАЯ УСТАНОВКА | 1992 |
|
RU2011517C1 |
| Кассетная установка | 1985 |
|
SU1339024A1 |
| Кассетная линия | 1986 |
|
SU1530465A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Кассетная установка для формованияиздЕлий из бЕТОННыХ СМЕСЕй | 1978 |
|
SU808306A1 |
| Кассетная линия для изготовления строительных изделий | 1990 |
|
SU1785906A1 |
| Кассетная установка | 1978 |
|
SU727448A1 |
| Пустотообразователь | 1980 |
|
SU903117A1 |