Изобретение относится к технике образования стопы из плоских предметов и может быть применено в керамической промышленности для попарного складывания полуфабриката керамических плиток лицом друг к другу и набора из них стоп.
Из&естны устройства для образования стоп из плоских изделий, например керамических плиток, включающие мнагоручье вой клиноременной конвейер, следящее устройство в виде щупа и конечного переключателя, поддерживающие крючки и стопоукладчик.
Недостатки таких устройств заключаются в невозможности их применения в отрыве от пресса для набора стоп из потока рядов плиток, поступающих с неопределенным шагом; в сложности конструкции, заключающейся в наличии самостоятельных приводов, требующих сложной схемы управления и блокировки.
С целью попарной укладки плоских изделий лицевой стороной друг к другу с последующим набором стоп из общего потока рядов изделий, движущихся с неопределенным шагом под клинорем енным конвейером шарнирно закреплены двуплечие фигурные рычаги, установленные с возможностью взаимодействия с упорами закрепленными на дисках, смонтированным на валу с приводом от ведущего вала конвейера, причем упоры установлены по периметру
окружности диска с шагом равным длине двух изделий.
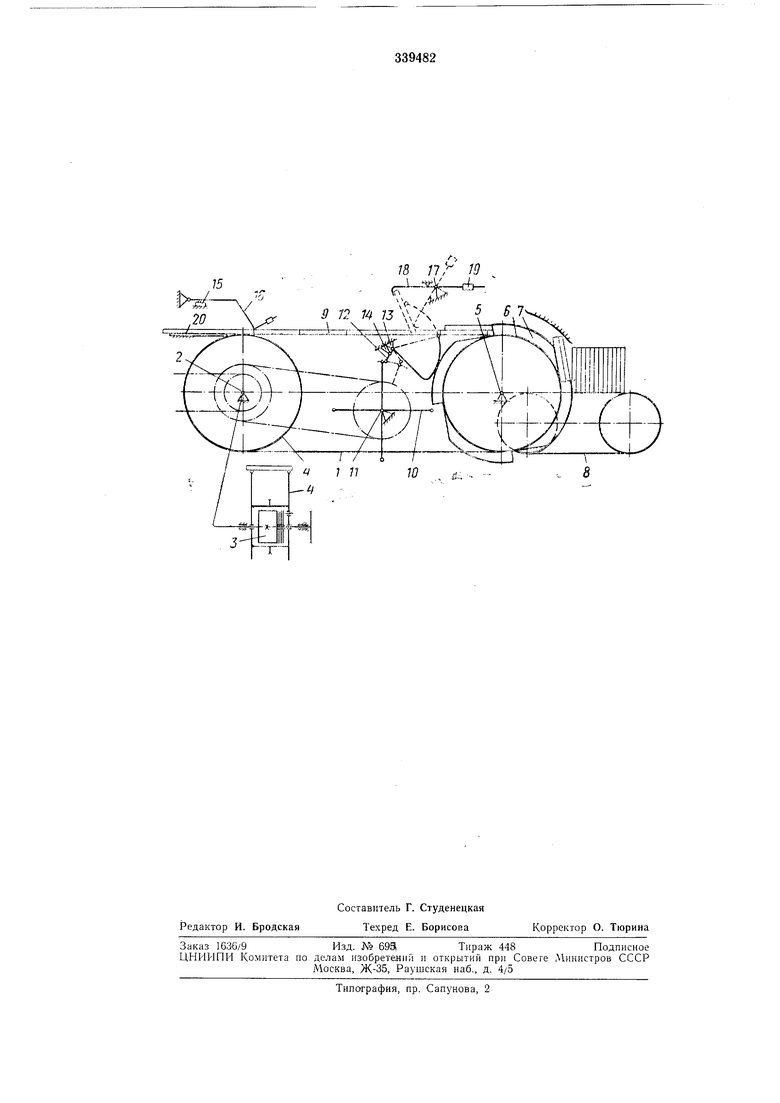
На чертеже представлено предлагаемое устройство.
Оно представляет собой многоручьевой клиноременной конвейер /, с постоянно вращающимся ведущим валом 2, на котором жестко посажены индивидуальные для каждого ручья электромагнитные муфты 3, связанные со свободно сидящими на этом валу спаренными шкивами 4. Ведомый вал 5, на котором посажены на подшипниках спаренные шкивы 6, является неподвижиым. К шкивам 6 с внутренней стороны прикреплены многогранники 7
стопоукладчика 8. Диаметры шкивов 4 и 6 подбираются таким образом, что длина периметра наружной окружности по ремню должна быть равной четному целому числу длин илиток Я, так как с ними связаны определенным передаточным отношением диски 10 с упорами, свободно сидящими на валу 11, у которых расстояние между двумя упора-ми по периметру окружности вершин их разно длине двух плиток Я потому что входящие в зацепление с упорами дисков 10 фигурные рычаги 12, свободно сидящие на валу 13 и удерживаемые в определенном положении упором 14, должны срабатывать через расстояние, равное длине двух илиток. Над ведущим валом 2 замикропереключателя 15 и шарнир но закрепленного щупа 16, причем точка соприкосновения щупа с плиткой 9 отнесена за вертикальную ось ведущего вала 2 для захвата ремнями конвейера плитки после его включения. Расстояние от этой точки до вертикальной оси вала 13 должно равняться расстоянию, равному целому числу длин плиток от одной н больше. Радиус фигурного рычага 12 должен быть несколько меньше длины плитки 9. Над фигурными рычагами 12 на валу 17 посажены свободно вращающиеся поддерживающие спаренные крючки 18, удерживаемые в исходном положении контргрузом 19 и имеющие ограниченный угол поворота за счет упоров. Перед конвейером установлен приемный столик 20ъ виде полозьев. Привод конвейера осуществляется от конвейера сушилки, скорость вращения конвейера прииимается несколько меньшая, чем конвейера сушилки, с целью ликвидации небольших зазоров меЖТГУ литками сходящими с конвейера сушил1 йрядов. Работу устройства;.рассмотрим на примере работы одного ручья, так как работа всех ручьев аналогична.
Плитки лицом вверх сплошным потоком в несколько рядов попадают на приемный столик 20, каждый ряд на свой ручей, подталкивая друг друга, сползают на ремни конвейера, отжимая вверх щуп 16, освобождая контакты микропереключателя 15, который замыкает цепь элект.ромапНИТ1Ной муфты 3. После этого начинают вращаться шкивы 4 и 5 и диски 10. При повороте этих шкивов на угол равный длине двух плнток, т. е. когда на ремнях ручья находятся две плитки, происходит холостое срабатывание фигурного рычага 12.
При следующем повороте на такой же угол, т. е. когда четвертая плитка задней гранью равняется с вертикальной осью вала 13, происходит следующий поворот фигурного рычага, который, снизу подхватив плитку, поворачивает ее вокруг точки соприкосновеиия с ремнями на угол, достаточный для дальнейшего самостоятельного поворота, а сам под собственным весом возвращается в исходное положение. Рычаг 12 выполнен определенной конфигурации, потому что поворот происходит при одновременном движении плиток 9 вперед. Повериутая рычагом 12 плитка подхватывается крючком 18 п, увлекая его, двигаясь вперед, плавно ложится на следующую за ней плитку, сползая с крючка, который возвращается в исходное положение за счет контгруза 19. Таким образом происходит попарное складывание плнток лицом к лицу. Плитки, перемещаясь дальше, подхватываются .м.ноголрайниками 7 стопоукладчика 8, который набираег из них непрерывную стопу. Так работает каждая ветвь устройства, причем работа каждой
ветви происходит самостоятельно, в зависимости от потока плиток. Как только произойдет разрыв в потоке плиток, щуп 16 опустится, цепь электромагнитной муфты 3 разорвется, и остановится тот ручей или те ручьи, где это
произойдет до подхода следующих плиток, которые включат электромагнитную как для работы устройства необ.ходимо, чтобы плитки после точки соприкосновения щуиа 16 шли сплошным потоком, т. е. одна за другой
впритык или с небольшим разрывом.
Предмет изобретения
Устройство для образования стоп из плоских
изделий, например керамических плиток, включающее многоручьевой клиноременной конвейер, следящее устройство в виде щупа и конечного переключателя, поддерлсивающие крючки и стопоукладчик, отличающееся тем,
что, с целью попарной укладки плоских изделий лицевой стороной друг к другу, с последующим набором стоп из общего потока рядов изделий, движущихся с неопределенным шагом, под клиноременным конвейером шарпирно закреплены двуплечие фигурные рычаги, установленные с возможностью взаимодействия с уиорами, закреиленными на дисках, смонтированных на валу с приводом от ведущего вала конвейера, причем упоры установлены по периметру окружности диска с щагом равным длине двух изделий. 3 12 14 -4,-4-UXV18 77 75 :ri .7
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УКЛАДКИ СТОП ИЗ ПЛОСКИХ ИЗДЕЛИЙ | 1972 |
|
SU431081A1 |
| УСТРОЙСТВО для ОБРАЗОВАНИЯ СТОПЫ ИЗ ПЛОСКИХПРЕДМЕТОВ | 1972 |
|
SU343924A1 |
| Установка для производства керамических облицовочных плиток | 1976 |
|
SU612802A1 |
| КОНВЕЙЕР ДЛЯ ПРОИЗВОДСТВА ОБЛИЦОВОЧНЫХ КЕРАМИЧЕСКИХ ПЛИТОК МЕТОДОМ ЛИТЬЯ | 1964 |
|
SU166894A1 |
| Устройство для облицовки поверхностей плиточными изделиями | 1979 |
|
SU855149A1 |
| КОНВЕЙЕР ДЛЯ ПРОИЗВОДСТВА ОБЛИЦОВОЧНЫХ КЕРАМИЧЕСКИХ ПЛИТОК МЕТОДОМ ЛИТЬЯ | 1969 |
|
SU249249A1 |
| Клиноременный вариатор | 1980 |
|
SU929923A1 |
| Клиноременный вариатор | 1979 |
|
SU804954A1 |
| Клиноременный вариатор | 1983 |
|
SU1087724A1 |
| Устройство передачи изделий между роликовыми конвейерами | 1988 |
|
SU1572949A1 |