В основном авт. св. № 160090 описан конвейер для производства облицовочных керамических плиток методом литья, оборудованный клиноременными транспортерами, литейными зачистными, выравнивающими и резательными устройствами. Характерной особенностью этого конвейера является расположение клиноременных транспортеров под углом 90° друг к другу и соединение их угловой и передаточной станцией, причем угловая станция выполнена в виде передаточного троса. Зачистное устройство конвейера оборудовано регулировочным механизмом, выравнивающее устройство выполнено в виде четырехзвенника.
Предлагаемый конвейер обеспечивает повышение качества плиток и производительности. Достигается это тем, что над последним по ходу технологического процесса транспортером установлены направляющая рама и каретка, совершающая в ней возвратно-поступательные движения при помощи кривошипно-щатунного механизма. На каретке щарнирно укреплен угловой двуплечий рыгач с роликом и толкателем, взаимодействующими соответственно с неподвижными упорами и подпружиненной новоротной собачкой. Упоры установлены на направляющей раме. По)зоротная собачка закреплена на каретке.
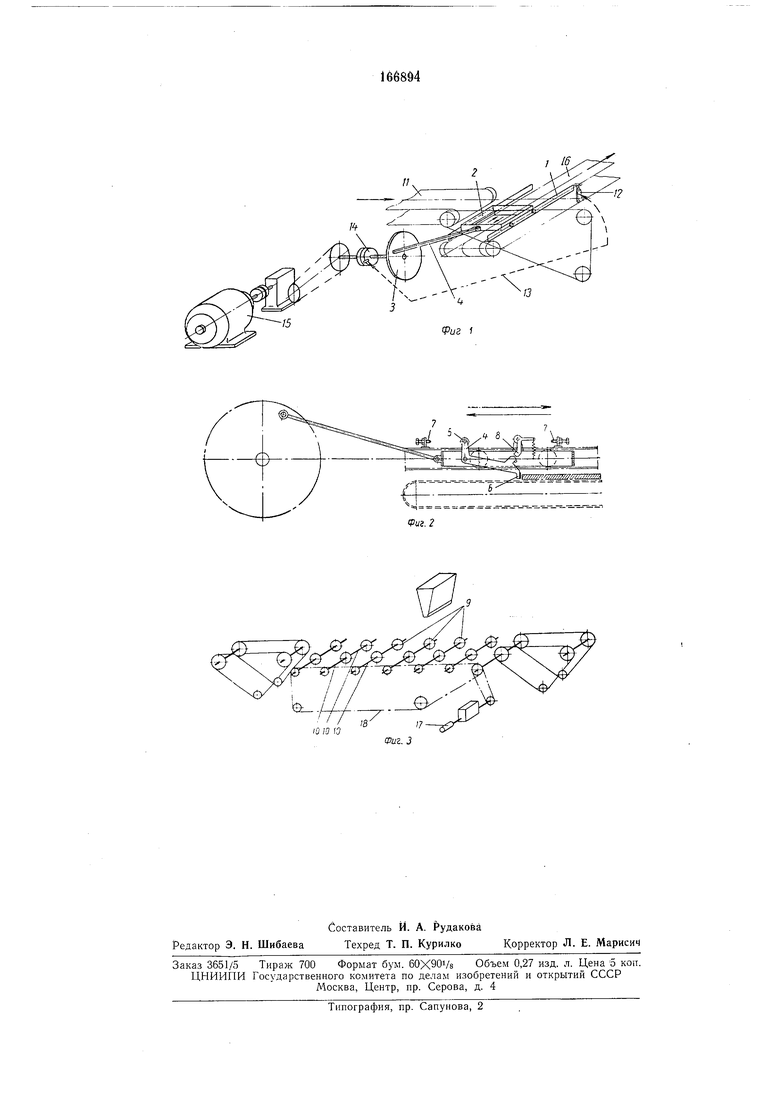
Транспортер, расположенный под литейными устройствами, выполнен в виде рольганга с резиновыми дисками, установленными на валах.
На фиг. 1 схематически изображены направляющая рама и каретка с приводом; на фиг. 2 - то же, вид сбоку; на фиг. 3 - рольганг, установленный под литейным устройством.
Конвейер включает направляющую раму /, каретку 2, кривощипно-щатунный механизм 3, рычаг 4, ролик 5, толкатель 6, неподвижные упоры 7, собачку 8, резиновые диски 9 и валы 10.
Плитка, продвигающаяся по транспортеру //, поступает на угловую станцию и при своем движении через упор 12 и систему рычагов 13 включает однооборотную муфту 14, которая передает вращательное движение от электродвигателя /5 на кривошипно-щатунный механизм 5. При этом каретка 2 совершает один возвратно-поступательный цикл в направляющей раме / и сталкивает плитку с угловой станции на транспортер 16. Перемещение лебедки в перпендикулярном направлении осуществляется устройством, расположенным на каретке. В момент движения каретки в переднее крайнее положение перекидной толкатель 6, продолжая свое движение вперед, сталкивает плитку на конечный транспортер 16. В конце рабочего хода ролик 5 рычага 4 доходит до неподвижного упора 7, переводит толкатель в верхнее положение, в котором толкатель удерживается собачкой 8. В таком положении каретка совершает холостой ход, возвращаясь в исходное положение, над поданной очередной плиткой для передачи на транспортер. Дойдя до неподвижного упора, толкатель возвращается в исходное положение, и цикл повторяется.
Над литьевыми устройствами конвейера вместо транспортирующих органов - клиновых ремней установлено специальное устройство - приводной рольганг. Это позволило исключить унос шликеров транспортирующими органами при их поливе на подставкиплитки и предотвратить затекание щликеров на тыльную сторону.
Приводной рольганг представляет собой ряд последовательно установленных приводных валов 10 с тонкими резиновыми дисками 9, которые получают вращательное движение
от привода /7 при помощи цепной передачи 18.
Предмет изобретения
Конвейер для производства облицовочных керамических плиток методом литья по авт. св. № 160090, отличающийся тем, что, с целью обеспечения повышения качества плиток и производительности, над последним, по ходу
технологического процесса, транспортером установлены направляющая рама и соверщающая в ней возвратно-поступательные движения при помощи кривошипно-шатунного механизма каретка, на которой щарнирно укреплен угловой двуплечий рычаг с роликом и толкателем, взаимодействующими соответственно с неподвижными упорами, установленными на направляющей раме, и подпружиненной поворотной собачкой, укрепленной на
каретке, а транспортер, расположенный под литейными устройствами, выполнен в виде рольганга с резиновыми дисками, установленными на валах.
/ IS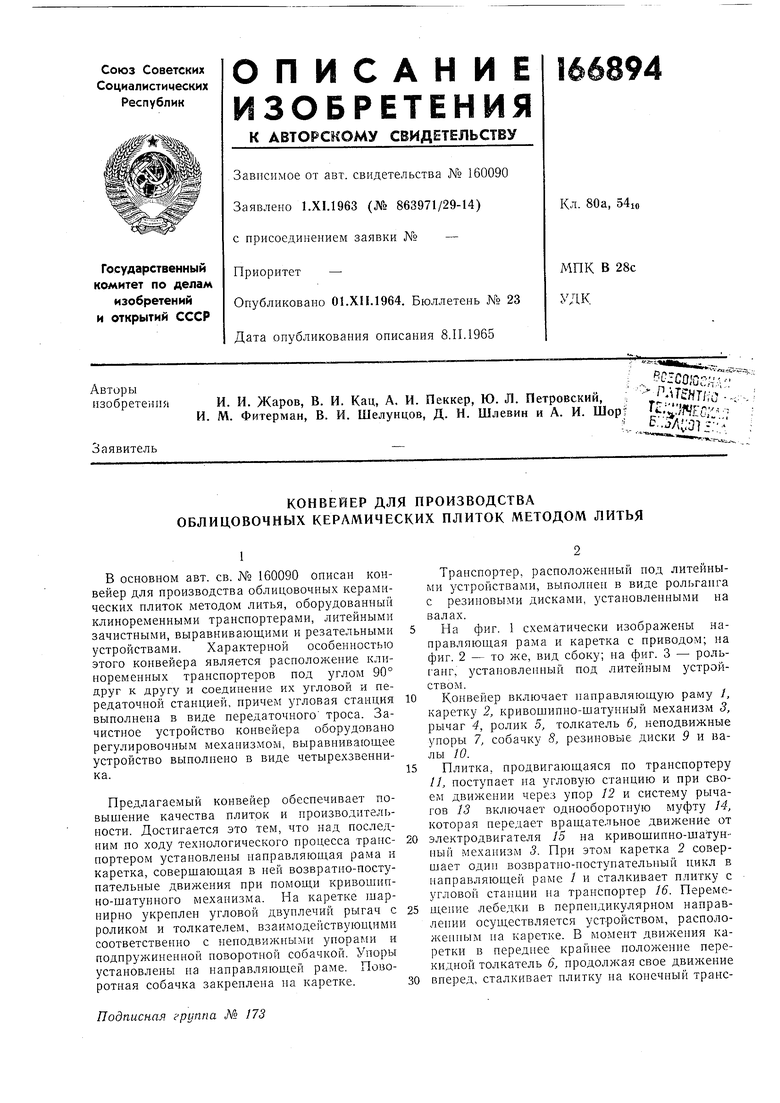

| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕР ДЛЯ ПРОИЗВОДСТВА ОБЛИЦОВОЧНЫХ КЕРАМИЧЕСКИХ ПЛИТОК МЕТОДОМ ЛИТЬЯ | 1969 |
|
SU249249A1 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
| УСТАНОВКА ДЛЯ СЪЕМА ПЛИТКИ С ПРЕССА И УКЛАДКИ ЕЕ НА ТРАНСПОРТЕР | 1970 |
|
SU272858A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКИХ ПЛИТОК МЕТОДОМ НАПЛАСТОВАНИЯ | 1969 |
|
SU250704A1 |
| Установка для производства керамических облицовочных плиток | 1976 |
|
SU612802A1 |
| УСТРОЙСТВО ДЛЯ очистки и ОРИЕНТИРОВАННОЙ УКЛАДКИ ШПУЛЬ в КАССЕТЫ | 1969 |
|
SU239089A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТ | 1993 |
|
RU2065806C1 |
| Поточная линия для обработки штучных длинномерных изделий | 1979 |
|
SU880505A1 |
| УСТРОЙСТВО для ТРАНСПОРТИРОВАНИЯ опок | 1964 |
|
SU164103A1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
Фиг. 2
