Известно соединение деталей, содержащее охватываемую и о.хватывающую детали с внутренней кольцевой полостью и с радиальной канавкой.
Указанное соединение, обеспечивая достаточную ме.ханическую нрочность, не обеспечивает легкото демонтажа соединения без повреждения поверхностей, а при многократном демонтаже деталей пронс.ходит нарушение характера соединения.
Для обеспечения возможности многократного демонтажа деталей соединения с натягом без повреждения посадочных поверхностей и иаруи:ения характера соединения на сопряженной поверхности охватывающей детали выполнены продольные канавки сегментного профиля, соединяющие полость с атмосферой, а на внутренней поверхности кольцевой полости установлена термоизоляционная прокладка.
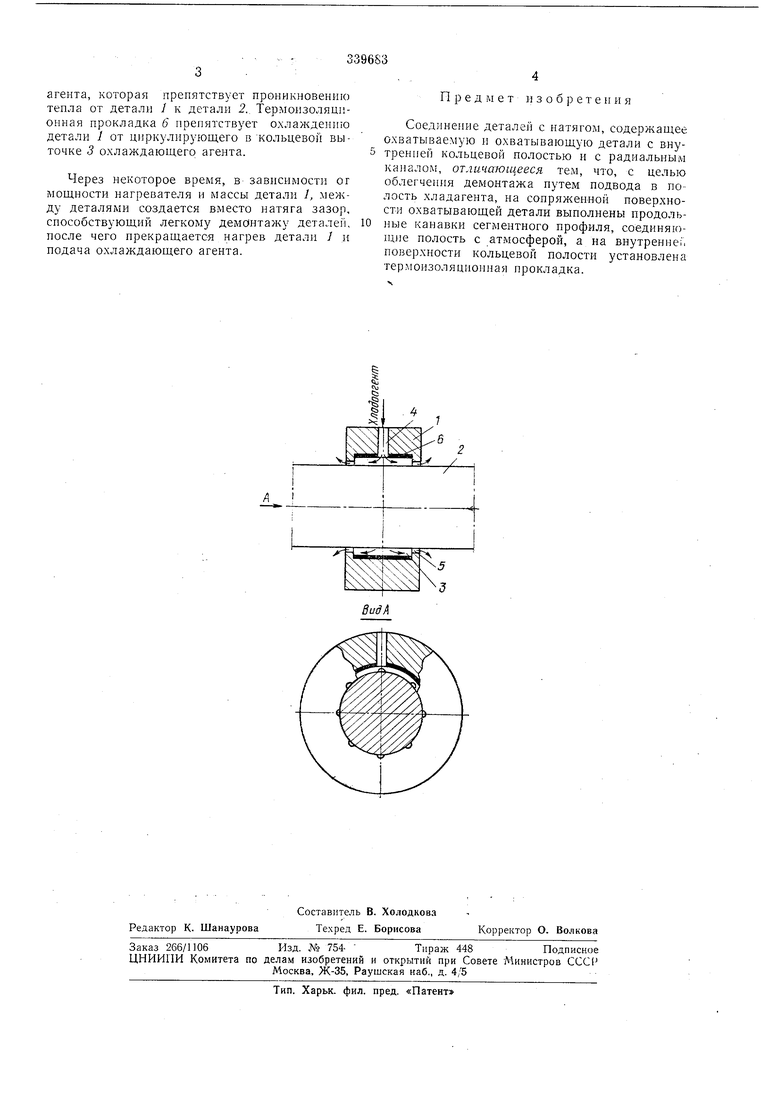
На чертеже показано предлагаемое соединение (продольный разрез) и вид по стрелке А.
Охватывающая деталь 1 (кольцо) установлена на охватываемой детали 2 и имеет кольцевую выточку 3. Полость выточки 3 соединена с отверстием 4.
детали / выполнены продольные равномерно расположенные по окружности мелкие (глубиной до 0,5 мм) канавки 5, имеющие сегментный профиль.
В кольцевой выточке 3 уложена термоизоляция 6.
До сборки указанного соединения в кольцевую выточку 3 охватывающей детали 1 устанавливают термоизоляционную прокладку 6. Соединение выточки 3 с атмосферой может быть осуществлено путем вьтолнения радиального сквозного отверстия 4 в охватывающей детали У либо выполнением радиального и осевого сверлений в охватываемой детали 2.
Сборку указанного соединения осуществляют нагревом охватывающей детали / любым известным способом и установкой ее на
0 посадочную шейку охватываемой детали.
При демонтаже одновременно с нагреванием детали / через входное отверстие 4 детали подают, охлаждающий агент, например,
5 воздух под давлением, в кольцевую выточку 3. Благодаря наличию на посадочной поверхности детали 1 продольных канавок 5, через которые охлаждающий агент выбрасывается в атмосферу, в кольцевой выточке 3 создается равномерная циркуляция охлаждающего
агента, которая препятствует проникновению тепла от детали / к детали 2.. Термоизоляционная прокладка 6 преиятствует охлаждению детали ) от циркулирующего в кольцевой выточке 3 охлаждающего агента.
Через некоторое время, в зависимости ог мощности нагревателя и массы детали /, между деталями создается вместо натяга зазор, способствующий легкому демонтажу деталей, после чего прекращается нагрев детали / и подача охлаждающего агента.
Предмет изобретения
Соединение деталей с натягом, содержащее охватываемую и охватывающую детали с внутренией кольцевой полостью и с радиальным каналом, отличающееся тем, что, с целью облегчения демонтажа путем подвода в по лость хладагента, на сопряженной поверхности охватывающей детали выполнены продольные канавки сегментного профиля, соединяющие полость с атмосферой, а на внутренне;, поверхности кольцевой полости установлена термоизоляционная прокладка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОХЛАЖДАЕМЫЙ СОПЛОВОЙ АППАРАТ ТУРБОМАШИНЫ | 1972 |
|
SU345846A1 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА | 2009 |
|
RU2450904C2 |
| Соединение типа вал-втулка и способ его гидропрессовой разблокировки | 1990 |
|
SU1754399A1 |
| СОЕДИНЕНИЕ С НАТЯГОМ | 1995 |
|
RU2106544C1 |
| СОЕДИНЕНИЕ С НАТЯГОМ БАНДАЖА С КОЛЕСНЫМ ЦЕНТРОМ | 2012 |
|
RU2504698C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОЧНОСТИ НАПРЕССОВКИ КОЛЕЦ ПОДШИПНИКОВ НА ШЕЙКЕ ОСИ КОЛЕСНОЙ ПАРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329478C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ВСТАВОК ИЗ ПОДПЯТНИКОВ НАДРЕССОРНЫХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2289500C1 |
| Способ подготовки к демонтажу прессовых соединений | 1990 |
|
SU1752525A1 |
| Горелка для сварки в среде защитных газов | 1987 |
|
SU1426723A1 |
| Самоконтрящееся резьбовое соединение | 1980 |
|
SU966342A2 |
