СПОСОБ АЛМАЗНО-ЭЛЕКТРОЛИТИЧЕСКОЙ ОБРАБОТКИ
Известен способ алмазно-электролитической обработки с подачей электролита в зону обработки под давлением. Наиболее рациональными удельными прижимными усилиями при различных видах алмазно-электролитического шлифования твердых сплавов (плоском, круглом и др.) приняты удельные прижимные усилия, не превышающие предел прочности обрабатываемого материала. Однако при обработке с малыми удельными прижимными усилиями невозможно обеспечить высокий выход по току и интенсивное электрохимическое растворение сплава, так как при низких скоростях вращения инструмента не своевременно удаляется с обрабатываемой поверхности пассивирующая планка, препятствующая электрохимической коррозии сплава. Это, в свою очередь, приводит к относительно низкому выходу по току и увеличению доли механического шлифования в комбинированном, алмазно-электролитическом съеме, в результате чего повышается удельный износ алмазоносного слоя инструмента.
Целью изобретения является обеспечение возможности увеличения электрохимического растворения металла за счет создания напряжений в поверхностном слое, контактирующем с алмазами, жестко закрепленными в токопроводящей связке инструмента. Это достигается тем, что -прижим инструмента к детали осуществляется с усилием, обеспечивающим возникновение на обрабатываемой поверхности контактных напряжений, превышающих предел прочности обрабатываемого материала.
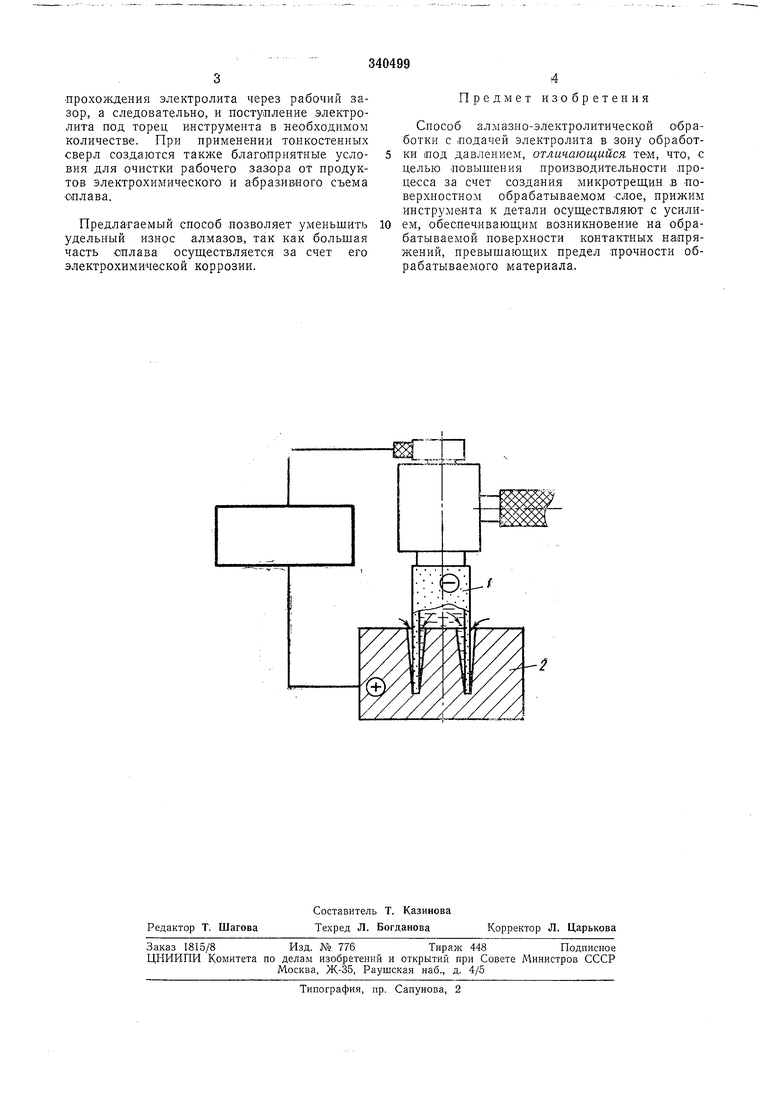
На чертеже изображено тонкостенное алмазное сверло.
Электроалмазное сверло / устанавливают
торцом алмазоносного слоя на обрабатывае.мую поверхность изделия 2, придают ему вращательное движение и осевое усилие, превышающее предел прочности обрабатываемого материала. Электролит под давлением 5-
10 атм прокачивают через внутреннюю лолость инструмента, к которому подключают минус источника технологического тока (плюс подключается к обрабатываемому изделию). Благодаря высоким постоянным удельным
прижимным усилиям (50-100 кг1см) и более, получаемым за счет применения тонкостенных (0,3-0,5 мм) инструментов трубчатой формы на высокотвердых электроэрозионнотвердых связках создания напряжений в
поверхностном шлифуемом слое, в последнем появляются напряжения и микротрещины, способствующие электрохимической коррози;. В результате обеспечивается получение плотности технологического тока в несколько сот
прохождения электролита через рабочий зазор, а следовательно, и поступление электролита под торец инструмента в необходимом количестве. При применении тонкостенных сверл создаются также благоприятные условия для очистки рабочего зазора от продуктов электрохимического и абразивного съема сплава.
Предлагаемый способ позволяет уменьшить удельный износ алмазов, так как большая часть сплава осуществляется за счет его электрохимической коррозии.
4 Предмет изобретения
Способ алмазно-электролитической обработки с подачей электролита в зону обработки под давлением, отличающийся тем, что, с целью повышения производительности процесса за счет создания микротрещин .в поверхностном обрабатываемом слое, прижим инструмента к детали осуществляют с усилием, обеспечивающим возникновение на обрабатываемой поверхности контактных напряжений, превышающих предел прочности обрабатываемого материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ алмазно-электрохимического шлифования | 1980 |
|
SU1000207A1 |
| Связка на основе меди для изготовления алмазного инструмента | 2017 |
|
RU2644225C1 |
| Способ обработки металлов и сплавов | 1982 |
|
SU1027007A1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| Масса с полимерным связующим для изготовления алмазного инструмента для работы с наложением электрического тока и в обычном режиме | 2016 |
|
RU2643400C2 |
| Способ изготовления алмазного трубчатого инструмента | 1981 |
|
SU1006199A1 |
| Связка на основе высокоэнтропийного сплава для изготовления алмазного инструмента | 2024 |
|
RU2835270C1 |
| Способ изготовления алмазного инструмента | 2015 |
|
RU2611633C2 |
| Способ изготовления алмазного инструмента на гальванической связке с повышенной износостойкостью, модифицированной углеродными нанотрубками | 2016 |
|
RU2660434C2 |
| Масса для изготовления абразивного инструмента на металлической связке | 1983 |
|
SU1077769A2 |
