Известен способ электрохимической обработки сложных поверхностей сборным электрод-инструментом, состоящим из п отдельных элементов, через каждый из которых пропускают различное количество электричества.
Предлагаемый способ электрохимической обработки сложных поверхностей отличается от известного тем, что количество электричества регулируют изменением длительности имлульсов или их количеством, а также тем, что количество электричества, пропускаемое через п-ый элемент, выбирают пропорциональным отношению максимального элементарного количества электричества в единицу времени к коэффициенту относительной скорости электрохимического растворения этого участка, определяемому по отношению к участку с минимальной скоростью электрохимического растворения. Такой способ увеличивает точность обработки.
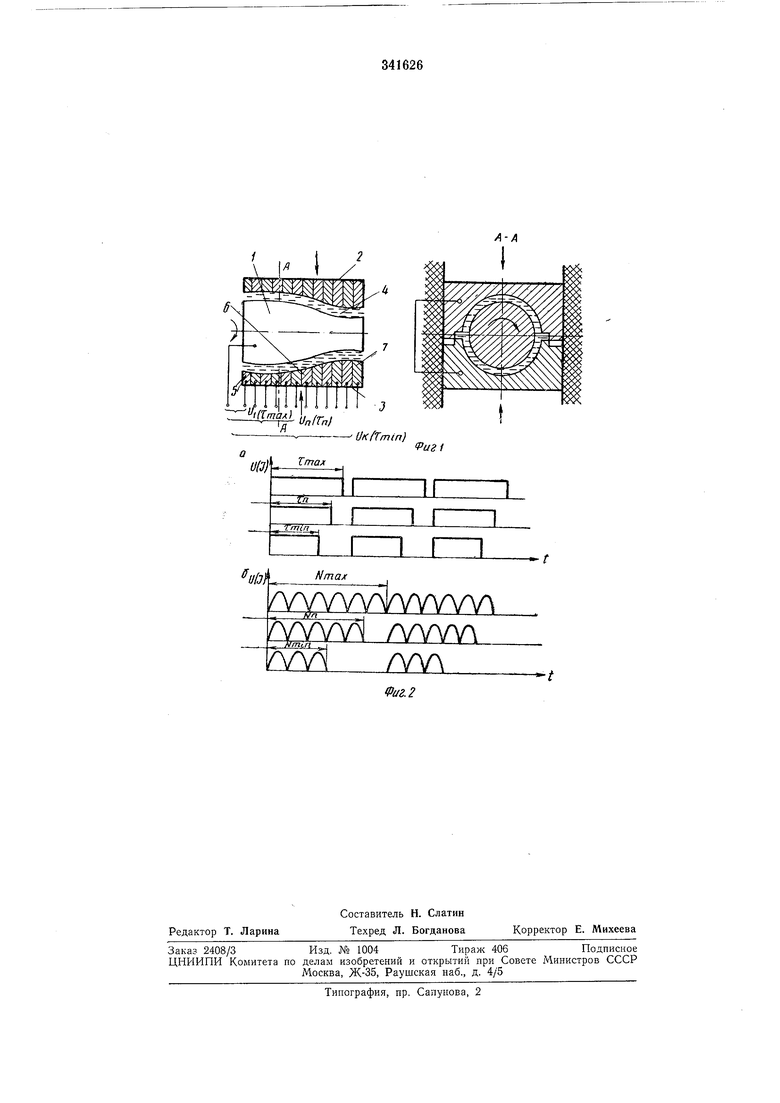
На фиг. 1 изображен случай изготовления тела вращения сложной формы; на фиг. 2 - эпюры импульсов, подаваемых на отдельные элементарные участки электрод-инструмента.
Сущность способа электрохимической обработки сложных поверхностей состоит в следующем. Обрабатываемую деталь 1 помещают между сборным электрод-инструментом, состоящим из двух профилированных пакетов 2 и 3, представляющих собой набор металлических пластин, которые изолированы друг от друга тонким слоем изоляции. Электролит протекает по межэлектродному зазору 4. Вследствие различия физико-химических условий в различных сечениях, скорость электрохимического растворения материала на обрабатываемой поверхности будет неодинакова. Допустим, что из дополнительных факторов
на скорость электрохимического растворения влияет только скорость протекания электролита. Тогда скорости электрохимического растворения на элементарных участках, например 5, 6 и 7 (при пропускании одинакового количества электричества на единицу площади по всем элементарным участкам), будут отличаться ввиду изменения в скорости протекания электролита на этих участках. На элементарном участке 7 скорость электрохимического растворения на единицу поверхности будет максимальной, а на участке 5 минимальной. Поэтому в предлагаемом способе для сохранения постоянства результирующей скорости съема материала по элементарным участкам и постоянства величины межэлектродного зазора количество электричества, пропускаемое на элементарных участках, регулируется длительностью импульсов или количеством импульсов при неизменных
Так, например, на участке 5, где скорость съема металла минимальна, пропускается максимальное количество электричества. В последующих участках (ввиду увеличения скорости электрохимического растворения изза увеличения скорости протекания электролита) количество электричества уменьшается пропорционально коэффициенту относительной скорости электрохимического растворения. Коэффициент относительной скорости электрохимического растворения определяется из выражения
)у- . Тп
оп -
Tmin
где УП - скорость электрохимического растворения материала на п-ом элементарном участке ( или г/мин);
7min - наименьшая скорость электрохимического растворения на элементарном участке, где имеются наихудшие технологические условия. Количество электричества дп, пропускаемое в единицу времени через п-ый элементарный межэлектродный промежуток, определяется из выражения
,, тах maxTmln
Чп - г -
АОПIn
где (1пах - количество электричества, пропускаемое через элементарный участок, где имеется наименьшая скорость электрохимического растворения.
Количество электричества может быть регулировано путем изменения длительности иМПульсов, подаваемых на участки электродинструмента (см. фиг. 2, а), или путем изменения количества импульсов, подаваемых в единицу времени на элементарные участки (см. фиг. 2,6). В первом случае длительность импульса на п-ом участке определяется из выражения
- max П- ff
А on
где Ттах-максимальная длительность импульса, вырабатываемая источником питания.
Во втором случае количество импульсов в, единицу времени на п-ом участке определяется из выражения
N„
Коп
где Л/шах - максимальное количество импульсов, вырабатываемое источником питания и подаваемое на участок с минимальной скоростью электрохимического растворения. Количество элементарных участков выбирается с учетом разброса точности между соседними участками и из конструктивных соображений. Величину изоляционного слоя необходимо брать минимально возможной. В тех случаях, когда требуется максимальная точность и отсутствие микрорисок из-за наличия изоляционных прокладок, обработку целесообразно вести в два приема, т. е. применяется операция сглаживания микрорисок дополни„
тельными пакетами электрод-инструментов.
Предмет изобретения
1. Способ электрохимической обработки сложных поверхностей сборным электрод-инструментом, состоящим из п отдельных элементов, через каждый из которых пропускают различное количество электричества, отличающийся тем, что, с целью увеличения точности обработки, количество электричества регулируют измеиением длительности импульсов или их количеством.
2. Способ по п. 1, отличающийся тем, что количество электричества, пропускаемое через /г-ный элемент, выбирают пропорциональным отношению максимального элементарного количества электричества в единицу времени к коэффициенту относительной скорости электрохимического растворения этого участка, определяемому по отношению к участку с минимальной скоростью электрохимического растворения.
Ги I
-- IJKfTmin)
fug I
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРЕКТИРОВКИ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕТАЛЕЙ ТИПА "КОЛЬЦО" | 1998 |
|
RU2136460C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2271905C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2010 |
|
RU2450897C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| Способ импульсной электрохимической размерной обработки | 1981 |
|
SU1002123A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
Util/У/тгд
ллллллИллллл
тлл/ ллллл
лл/N
ллл
