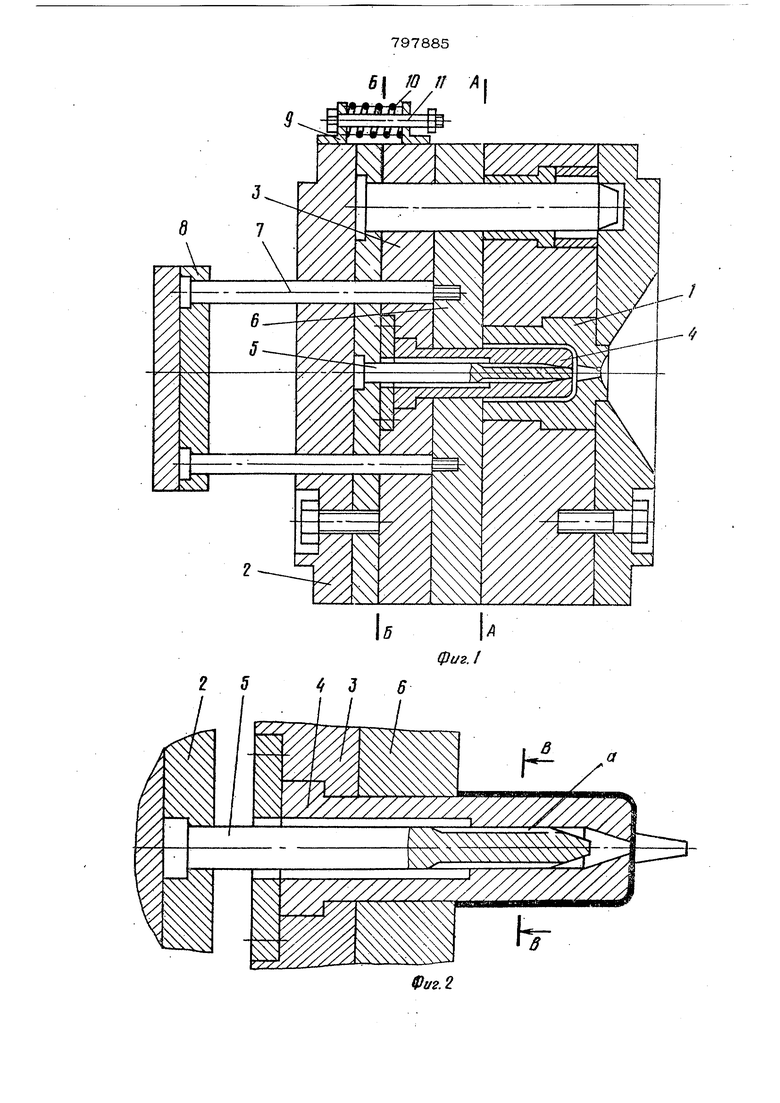
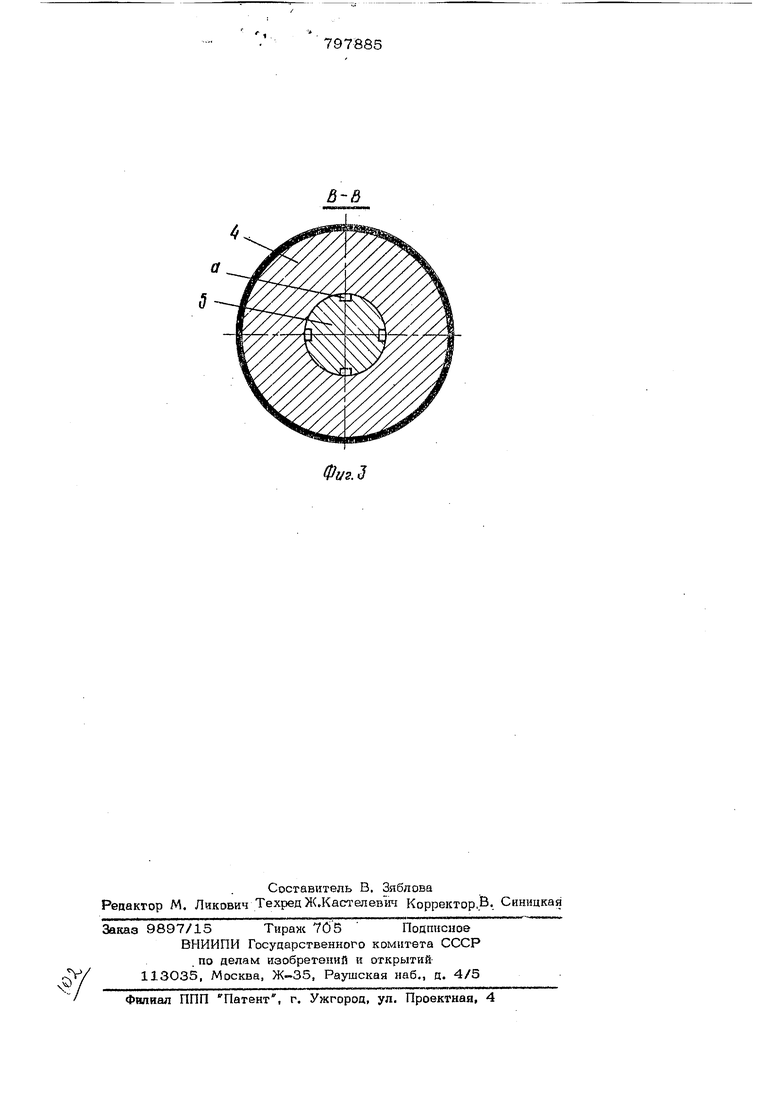
Изобретение относится к производсгву изделий из пластмасс и может быть использовано для изготовления полых тонкостенных изделий литьем под давлением. Известна литьевая форма для изготов ления полык тонкостенных изделий из пластмасс, содержащая подвижную и неподвижную плиты, промежуточную приту с размещенным на ней пуансоном lj . Недостатком формы является то, что между изделием и пуансоном образуется вакуум, в результате чего изделие плотно охватывает пуансон. В этом случае при съеме изделия оно может быть повреждено. Наиболее близким техническим решением к описываемому является литьевая форма для формования тонкостенных полых полимерных изделий, содержащая подвиж1 ую и неподвижную литниковую плиты, промежуточную плиту с закреплен ным в ней пуансоном, в котором размещен с возможностью продольного переме щения знак, выполненный на одном конце с конусной поверхностью, конгактирую,щей с конусной поверхностью пуансо- на И. ; Однако в известной .форме знак, находящийся в пуансоне и служащий для сообщения пространства меноду стержнем и изделием с атмосферой, выполняет роль выталкивателя. При снятии то-костен- ного изделия, выполненного с незначительным уклоном стенки, (Выталкиватель может вызвать деформацию изделия еще недостаточно затвердевшего. Цель изобретения - повышение качества изделий за счет исключения повреждения их при съеме. Поставленная цель достигается тем, что в литьевой форме для формования тонкостенных полых полимерных изделий, содержащей Неподвижную литниковую и подвижную плиты, промежуточную плиту с закрепленным в ней пуансоном, в котором размещен с возможностью продольного перемещения знак, выполненный на 7 рцном конце с конусной поверхносгью, контактирующей с конусной поверхностью пуансона, подвижная плита подпружинена относительно промежуточной плиты в направлении ее перемещения при разъеме формы, а знак закреплен другим концом на подвихаюй плите и выполнен с продольными пазами,для подвода воздуха, причем меньшим основанием конусная часть знака направлена к неподвижной литниковой плите. На фиг. 1 изображена литьевая форма разрез; на фиг. 2 - форма в раскрытом положении; на фиг. 3 - сечение В-В на фиг. 2. Литьевая форма содержит неподвижную литниковую плиту 1, подвижную плиту 2, размещеш1ую на ней промежуточную плиту 3 с закрепленным в ней пуансоном 4 в котором установлен с возможностью продольного перемещения знак 5, закрепленный одним концом в подвижной плите а другой его конец выполнен с конусной частью, обращенной меньшим основанием к литниковой плите, и контактирующей с конусом пуансона. На промежуточной плите 3 расположена плита 6 съема, свя занная тягами 7 с плитой толкателя 8, взаимодействующей С упором машины. На подвижной плите 2 и промежуточн 3 установлены кронштейны 9, между которыми расположена пружина 1C и ограничительный винт 11. Литьевая форма работает следующим образом. После впрыска материала в полость формы и соответствующей выдержки, ее размыкают, подвижная часть отходит от неподвижной литниковой плиты. В этот момент за счет пружины 10 подвижная плита 2 отходит от промежуточной плиты (разъем формы на плоскости Б-В) и выводит знак 5 из пуансона 4 Благодаря выполнению на знаке и пуансо не конусных поверхностей и продольных пазов а на знаке, при незначительном выведении его из пуансона полость под изделием соединяется с атмосферой. Пер мещение плиты 2 под действием пружины ограничивается ог эаничительным винтом .11. Плита при достижении толкателя 8 неподвижного упора мащины останавлива ется, перестает перемещаться связанна тягами 7 с ней плита 6 съема, а подвиж ная часть формы продолжает перемещать При этом происходит разъем формы по 4 лоскости А-А и плита съема снимает изелие с пуансона. После- съема изделия форма смыкается цикл повторяется. Предлагаемая форма позволяет полуить качественные тонкостенные изделия ипа стакан или коробка. За счет меньшения толщины .стенки изделия (в тех лучаях, когда уменьшение толщины не аносит.-ущерба потребительским качествам зделия) достигается экономия полимерых материалов 30 - 50 от веса изделия. Кроме того, применение изобретения позволит ускорить технологический цикл получения изделия на литьевой мащине за счет уменьшения времени вы- . держки. Формула изобретения Литьевая форма для формования тонкостенных полых полимерных изделий, содержащая неподвижную литниковую и подвижную плиты, промежуточную плиту с закрепленным в ней пуансоном, в котором размещен с возможностью продольного перемещения знак, выполненный на одном конце с конусной поверхностью, контактирующей с конусной поверхностью пуансона, отличающаяся тем, что, с целью повышения качества изделий за счет исключения повреждения их при съеме, подвижная плита подпружинена относительно промежуточной плиты в направлении ее перемещения при разъеме формы, а знак закреплен другим концом на подвижной плите и выполнен с прода1ьньпу1и пазами для подвода воздуха, причем меньшим основанием конусная часть знака направлена к неподвижной литниковой плите. Источники информации, принятые во внимание при экспертизе 1.Технологическая оснастка для холодной щтамповки, прессования пластмасс и литья под давлением. Каталогсправочник. Под ред. В. Д. Корсакова, НИИМАШ, 1967, с. 123, табл. 80. 2.Выбор и проектирование технологической оснастки для изготовления и литья под давлением, РТМ 27-00-458-76. Министерство машиностроения для легкой и пищевой промышленности и бытовых приборов. ВПО Союзорггехавто- матизация, М., с. 65, р. 49 (прототип) 5j Ю П
Фи2.2 /(
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для полимерных из-дЕлий C пОдНуТРЕНиЕМ | 1979 |
|
SU837895A1 |
| Многогнездная литьевая форма для полимерных изделий с устройством для отрезки литников | 1978 |
|
SU763113A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |
| Литьевая форма для изготовления полимерных изделий | 1980 |
|
SU952627A1 |
| Пресс-форма для полимерных изделий с поднутрениями | 1985 |
|
SU1326437A1 |
| Литьевая форма | 1986 |
|
SU1353635A1 |
| Литьевая форма для изготовления полимерных изделий с боковыми отверстиями | 1990 |
|
SU1754469A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1980 |
|
SU939231A1 |