Изобретение относится к переработке пластмасс в кольцевые изделия методом литья под давлением.
Целью изобретения является повышение надежности удаления литника при изготовлении кольцевых изделий.
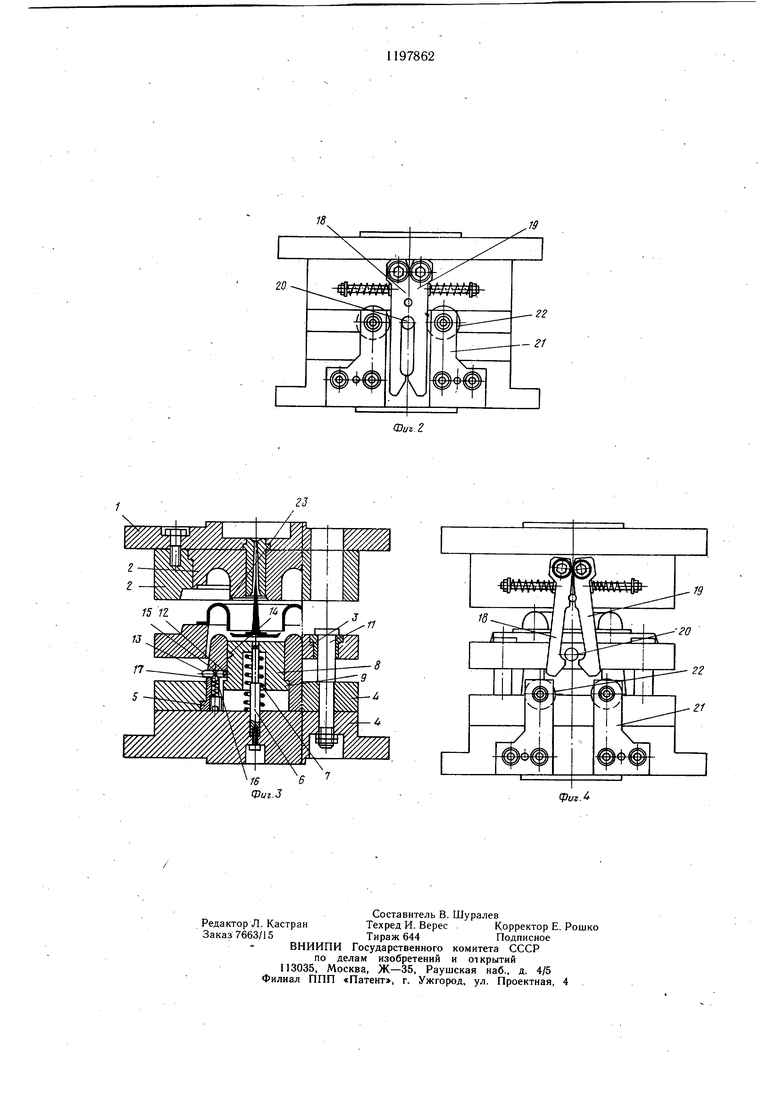
На фиг. 1 схематически изображена литьевая форма, продольный разрез; на фиг. 2 то же, со стороны замкового устройства, общий вид; на фиг. 3 и 4 - то же, что на фиг. 1 и 2 соответственно в раскрытом положении.
Литьевая форма состоит из неподвижной литниковойхплиты 1, жестко связанной с матричной плитой 2, и подвижной части, включающей плиту съема 3 и основание 4, на котором закреплены пуансон 5 и задержка литника 6.
В полости пуансона 5 установлена подпружиненная относительно основания 4 пружиной 7 втулка 8 с буртом 9 , сопряженная торцом с матричной плитой 2.
Полость пуансона образована ступенчатым отверстием, выступ 10 которого является упором бурта 9, ограничивающим осевое перемещение подпружиненной втулки 8 по пуансону 5.
Задержка литника 6 размещена в подпружиненной втулке 8, а плита съема 3 соединена с основанием 4 тягами 11.
В пуансоне 5 выполнено параллельное плоскости разъема формы .отверстие 12 с установленным в нем стержнем 13 с закругленными торцами, а в подпружиненной втулке 8 выполнена выемка 14 под торец стержня 13.
На стержне 13 выполнена кольцевая канавка 15, а в стенке пуансон 5 - отверстие 16, в котором размещен подпружиненный щарик 17, упирающийся в поверхность стержня 13.
Замковое устройство состоит из установленных на неподвижной плите 1 подпружиненных один к другому поворотных рычагов 18 и 19, охватывающих закрепленный на плите съема 3 упор 20 и прикрепленных к основанию 4 кронщтейнов 21 с направляющими роликами 22, расположенными по обе стороны наружных боковых поверхностей поворотных рычагов, а на матричной плите 2
выполнены тоннельные литниковые каналы 23.
Литьевая форма работает следующим образом.
5 После инжекции расплава термопласта и соответствующей его выдержки форма раскрывается. Подвижная часть отводится от неподвижной, при этом отлитое изделие извлекается из матричной плиты 2 и остается на пуансоне 5. Одновременно с этим происходит извлечение литника из литниковой втулки задержкой литника 6, а также отделение впускнцх литников от изделия путем их среза тоннельными литниковыми каналами. В процессе дальнейшего перемещения подвижной части, упором 20 выбирается свободный ход между поворотными рычагами 18 и 19 и плита съема 3 останавливается, а основание 4 продолжает, движение, извлекая пуансон 5 из отлитого изделия.
При выходе стержня 13 в свободную от
взаимодействия с образующей отверстия плиты съема 3 зону подпружиненная втулка 8 под воздействием на нее пружины 7 резко перемещается до упора буртом 9 в выступ 10 ступенчатого отверстия 5, срывает литник с задержки литника 6 и поверхностью выемки 14 смещает стержень 13 вдоль отверстия 12. При выходе пуансона 5 из отверстия плиты съема 3 изделие с сорванным с задержки литником сбрасываается. В момент встречи кольцевой канавки 15 с фиксирующим шариком последний западает в нее усилием поджима размещенной в отверстии 16 пружины и фиксирует стержень 13 от выпадания из отверстия. Неподвижной плита съема 3 остаJ ется до тех пор, пока поворотные рычаги 18 и 19 не выйдут из взаимодействия с направляющими роликами 22 и не наберут свободный ход тяг 11.
При выходе поворотных рычагов 18 и 19 из направляющих роликов 22 плита съема 3 тягами 11 опять увлекается вместе с основанием 4, а ее упор 20, преодолевая усилие пружин, раздвигает поворотные рычаги и выходит из сцепления с ними. Смыкание 5 формы осуществляется в порядке, обратном описанному.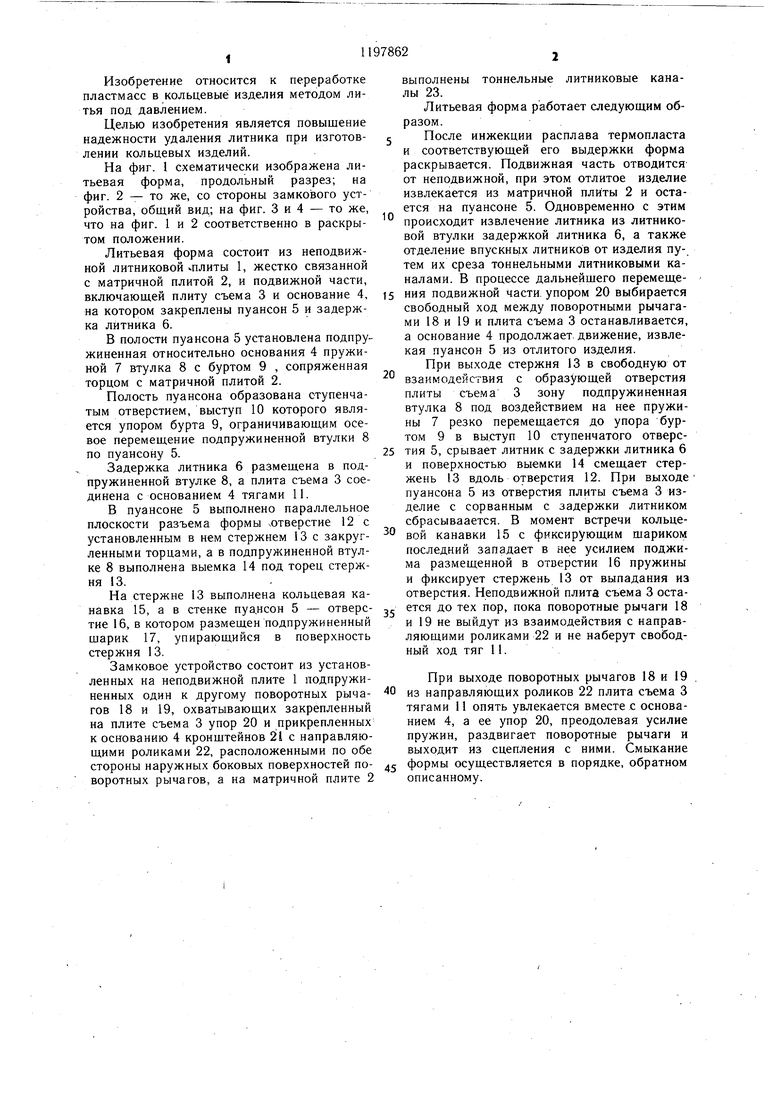
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1985 |
|
SU1281438A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1781066A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1359146A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1986 |
|
SU1423411A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1320075A1 |
| Литьевая форма для изготовления полимерных изделий | 1987 |
|
SU1525008A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной линии | 1990 |
|
SU1761527A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1111861A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1980 |
|
SU929442A1 |
ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ, содержащая матричную плиту, литниковую плиту, плиту съема и основание, на котором 2 1г /4 закреплены пуансон и задержка литника, концентрично расположенная на задержке литника подпружиненная втулка для удаления литника, и замковый механизм, отличающаяся тем, что, с целью повышения надежности удаления литника при изготовлении кольцевых изделий, пуансон снабжен расположенным параллельно плоскости разъема формы фиксатором, выполненным в виде стержня с закругленными торцами и кольцевой канавкой для подпружиненного шарика, а подпружиненная втулка для удаления литника установлена в пуансоне и выполнена с выемкой под торец стержня, при этом матричная плита жестко связана с литниковой плитой и выполнена .с тоннельными литниковыми каналами.g (Л 00 Од Ю 8 9 , 7 Фг/5.7
(риг.
| Литьевая форма для изготовления полимерных изделий | 1978 |
|
SU766872A1 |
| Солесос | 1922 |
|
SU29A1 |
