.1
Известно устройство для тепловой обработки виброгидропрессованных труб, включающее кольцевое основание, нагреватели, приямок с приспособлением-для подъема нагревателей, снабженное каркасом, коллектором, направляющими и штоком пневмоцилиндра. Однако оно не обеспечивает равномерного обогрева труб.
Целью изобретения является улучшение качества тепловой обработки. Достигается это тем, что нагреватели предлагаемого устройства выполнены в виде блока беспламенных газовых горелок, смонтированных на каркасе, жестко закрепленном на шгоке пневмоцилиндра.
На чертеже показано описываемое устройство.
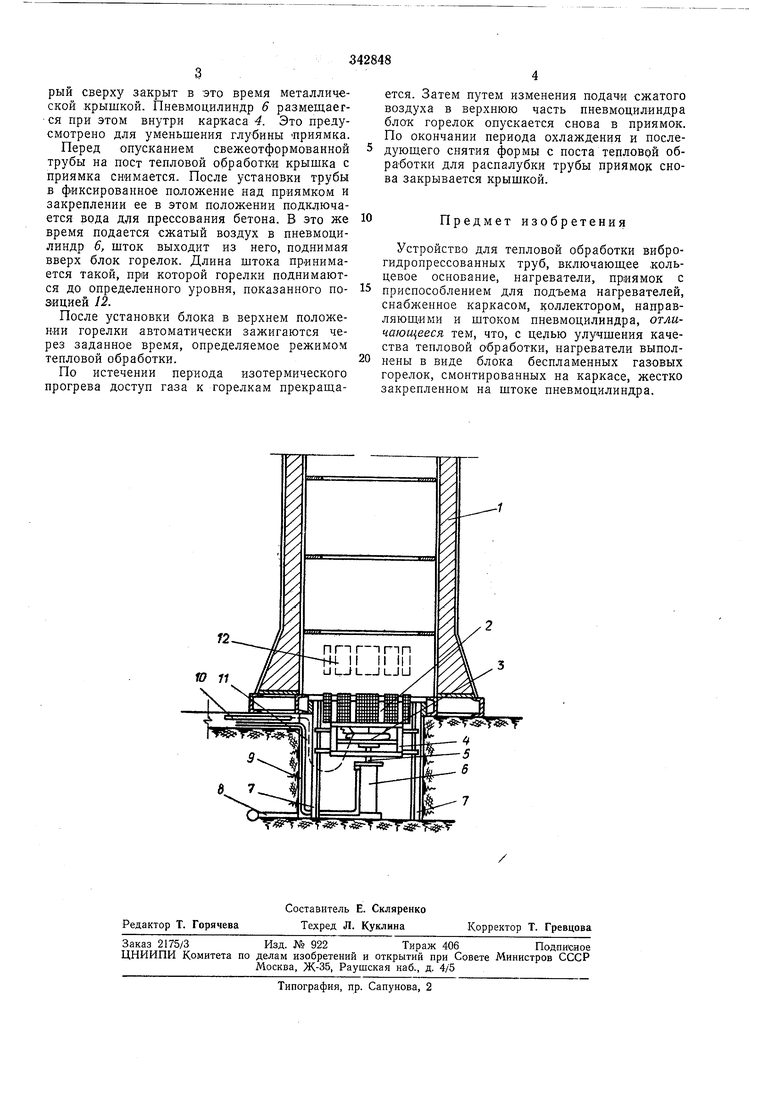
Оно состоит из железобетонной трубы в форме 1, стоящей на кольцевом основания блока 2 горелок, например, типа ГИИВ-1А, газораспределительного коллектора 3, каркаса 4, штока 5, пневмоцилиндра 6, направляюших 7, дренажной трубы 8, трубопроводов 9 сжатого воздуха, газопровода W и гибкого шланга //. Рабочее положение горелок показано позицией 12.
Горелки блока 2 жестко крепятся при помощи болтов на каркасе. Коллектор 3, посредством латунных трубок питающий газом каждую горелку, хомутами укрепляется на
каркасе. Количество горелок определяется расчетом и в зависимости от их типа и диаметра подвергаемой тепловой обработке трубы колеблется от трех и более штук. Каркас
жестко прикреплен к верхнему концу штока 5 пневмоцилиндра 6. Последний стационарно устанавливается на дно приямка, глубина которого не превышает: 0,5 м. Приямок сообщается трубой 8 с канализацией для отвода
случайно попавшей в него воды. Пневмоцилиндр питается сжатым воздухом от двух трубопроводов 9. При включении одного из них шток 5 в зависимости от необходимости поднимается или опускается, перемещая
вверх или вниз блок 2. При этом каркас 4 движется по направляющим 7, количество которых должно быть не меньше двух.
Коллектор -3 для обеспечения передвижения блока горелок соединен с газопроводом
10 шлангом )/, выполненным из термостойкой резины или другого эластичиого термостойкого материала. Высоких требований к материалу шланга с точки зрения воздействия на него высоких температур не требуегся, так как температура воздуха под горелками в процессе тепловой обработки не поднимается выше 60-70°С.
рый сверху закрыт в это время металлической крышкой. Пневмоцилиндр 6 размещается при этом внутри каркаса 4. Это предусмотрено для уменьшения глубины Приямка.
Перед опусканием свежеотформованной трубы на пост тепловой обработки крышка с приямка снимается. После установки трубы в фиксированное положение над приямком и закреплении ее в этом положении подключается вода для прессования бетона. В это же время подается сжатый воздух в пневмоцилиндр 6, шток выходит из него, поднимая вверх блок горелок. Длина штока принимается такой, при которой горелки поднимаются до определенного уровня, показанного позицией 12.
После установки блока в верхнем положении горелки автоматически зажигаются через заданное время, определяемое режимом тепловой обработки.
По истечении периода изотермического прогрева доступ газа к горелкам прекраш,ается. Затем путем изменения подачи сжатого воздуха в верхнюю часть пневмоцилиндра блок горелок опускается снова в приямок. По окончании периода охлаждения и последующего снятия формы с поста тепловой обработки для распалубки трубы приямок снова закрывается крышкой.
Предмет изобретения
Устройство для тепловой обработки виброгидропрессованных труб, включающее .кольцевое основание, нагреватели, приямок с
приспособлением для подъема нагревателей, снабженное каркасом, оллектором, направляющими и щтоком пневмоцилиндра, отличающееся тем, что, с целью улучшения качества тепловой обработки, нагреватели выполиены в виде блока беспламенных газовых горелок, смонтированных на каркасе, жестко закрепленном на штоке пневмоцилиндра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термообработки неорганических порошковых материалов с получением полых легковесных гранул и способ термообработки неорганических порошковых материалов с его использованием | 2020 |
|
RU2757448C1 |
| Агрегат для термической обработки рабочего валка стана холодной прокатки и способ его термической обработки | 2015 |
|
RU2615917C2 |
| Станок для изготовления электровакуумных приборов | 1983 |
|
SU1157031A1 |
| Машина для сварки изделий из стекла | 1979 |
|
SU876559A1 |
| Технологическая линия изготовления железобетонных напорных виброгидропрессованных труб | 1985 |
|
SU1331646A1 |
| Установка для формования виброгидропрессованных труб | 1976 |
|
SU571383A1 |
| ДВИГАТЕЛЬ | 2004 |
|
RU2298677C2 |
| Способ обезвоживания осадков сточных вод и устройство для его осуществления | 1985 |
|
SU1357042A1 |
| Устройство для тепловой обработки железобетонных труб | 1978 |
|
SU765244A1 |
| ГАЗОВАЯ ГОРЕЛКА ИНФРАКРАСНОГО ИЗЛУЧЕНИЯ | 1993 |
|
RU2057989C1 |
