ИзЁбсТНЫ прокатные клётй KsapTD, содержащие стайины, рабочие и бандажированные Опорные вал.ки, а та;кже механизм противоизгиба опорных валков.
Предложенная клеть отличается тем, что в ней цапфы осей опорных валков жестко установлены в отверстиях поперечин станины При .помощи затягиваемых ,в осевом направлении кОнусных эксцентриковых., втулок, а также тем, что механизм дротивоизгиба опорных .валков выполнен в виде стяжных болтов. Это повыщает жесткость клети и упрощает конструкцию.
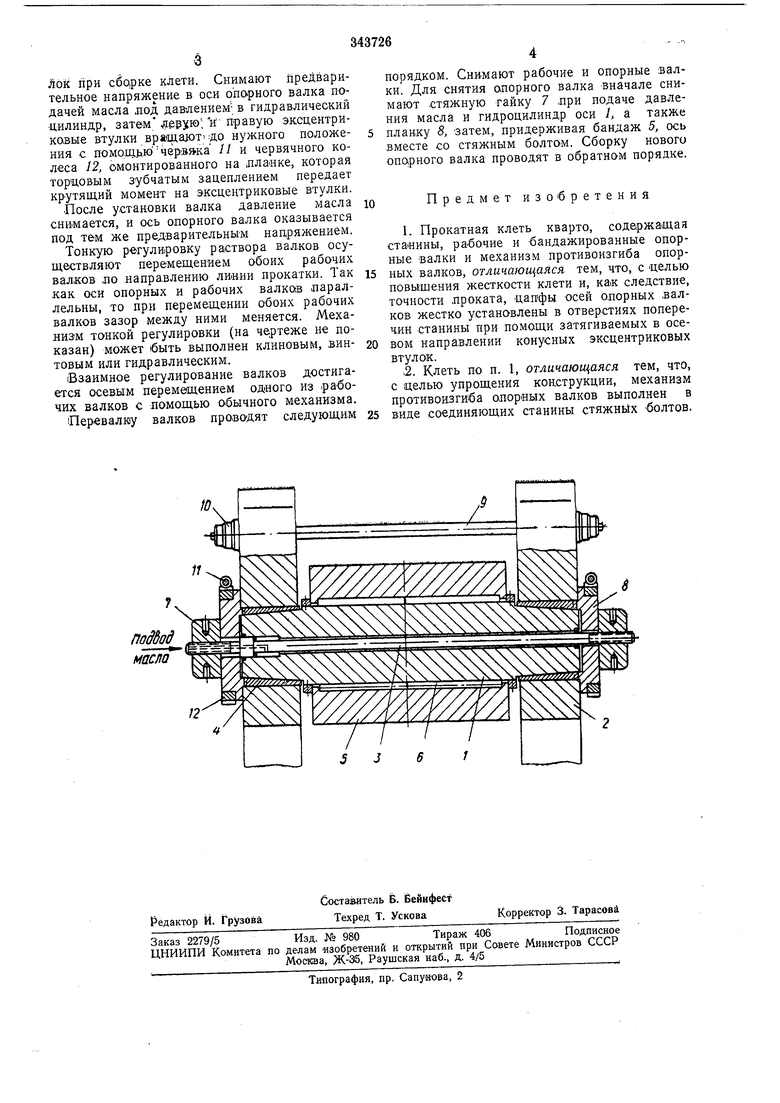
iHa чертеже показан узел .опорного валка и Механизм противоизгиба.
Составной опорный валок имеет ось , жестко скрепленную со станинами 2 лри .помощи стяжных болтов 3 с пор.шнем на одном конце. Цапфы оси опорного валка выполнены с Небольшой конусностью 1/10-1/15 и гидроцилиндром на одной стороне. В отверстие поперечин станин вставлены сменные конусные эксцентриковые втулки 4 из бронзы. На бочку оси надевают -бандаж 5, сидящий на роликах 6 (напрИмер, на подшипниковых). Диаметры отверстий станины должны .быть .больше диаметра бочки оси опорного валка лрИМерно на 5-liO мм, что Необходимо для перевалки опорных валков. Для жесткого защемления опорного валка в станинах, сна1}ала создайт давление масла в гидр6цилиНД ре, предварительно растягивающее стяжной болт. Затем затягивают до отказа стЯЖНую гайку 7, имею.щую мелкую резьбу, через планку 8, упирающуюся в эксцентриковую втулку. После снятия давления масла, опорный валок оказывается под постоянным напряжением, жестко связывающим его со станинами.
Стяжные болты 9 .предусмотрены для соединения двух станин и одновременно для противоизгиба опорных валков. Так как опорный валок соединен со станинами жестко, то осевое усилие затяжки гайки-домкрата 10 создает изгибающий момент, противоположиый по знаку изгибающему моменту опорного валка при прокатке. Момент противэизгиба можно регулировать в за;висимости от величин давления .металла на валки автоматически или .вручную согласно программе .прокатки.
|У,равновещивающим устройством могут служить гидравлические плунжеры или пружины между верхними к нижними лодушками рабочих .валков. Усилие уравновешивания
должно быть достаточно для устранения зазоров между осью и баНдажем опорного валка, а также между рабочими и опорными валками. Лок при сборке клети. Снимают предварительное напряжение в оси опорного валка подачей масла лод давлением- в гидравлический цилиндр, затемдер5(ЮИправую эксцентриковые втулки вращаютДО нужного положения с помощьючёр:в ка 11 vi червячного колеса 12, смонтированного на лланке, которая торцовым зубчатым зацеплением передает крутящий момент на эксцентриковые втулки. После установки валка давление масла снимается, и ось опорного валка оказывается под тем же предварительным нацряжением. Тонкую регулировку раствора вал.ков осуществляют перемещением обоих рабочих валков ло направлению линии прокатки. Так как оси опорных и рабочих валкав лараллельны, то при перемещении обоих рабочих валков зазор между ними меняется. Механизм тонкой регулировки (на че.ртеже не показан) может быть выполнен клиновым, винтовым или гидравлическим. (Взаимное регулирование валков достигается осевым перемещением одного из (рабочих валков с ломощью обычного механизма. Перевалку валков проводят следующим порядком. Снимают рабочие и опорные валки. Для снятия олорного валка -вначале снимают стяжную гайку 7 лри подаче давления масла и гидроцилиндр оси /, а также планку 8, затем, придерживая бандаж 5, ось вместе со стяжным болтом. Сборку нового опорного валка проводят в обратном порядке. Предмет изобретения 1. Прокатная клеть кварто, содержащая станины, рабочие и бандажированные опорные валки и механизм противоизгиба опорных валков, отличающаяся тем, что, с целью повышения жесткости клети и, как следствие, точности лроката, цап|фы осей олорных валков жестко установлены в отверстиях поперечин станины при помощи затягиваемых в осевом направлении конусных эксцентриковых втулок. 3,. Клеть по п. 1, отличающаяся тем, что, с целью упрощения конструкции, механизм противоизгиба олорных валков выполнен в виде соединяющих станины стяжнЫх болтов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| Клеть для продольной прокатки профилей переменного сечения | 1978 |
|
SU764753A1 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| БЛОК СОРТОПРОКАТНОГО СТАНА | 1995 |
|
RU2068306C1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| БЛОК РАБОЧИХ КЛЕТЕЙ ПРОКАТНОГО СТАНА | 1991 |
|
RU2068311C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
поЗМ масла .
