Изобретение касается обработки металлов и сплавов путем волочения проволоки и может быть использовано на машинах всех типов и конструкций, особенно высокоскоростных.
Известны моталки для непрерывной укладки проволоки в бунты, содержащие последовательно расположенные на неподвижном осно.вании подающие ролики, устройство для направления проволоки и образования витка, а также механизм укладки проволоки в бунты, Однако они характеризуются низкой производительностью и плохим качеством получаемых бунтов.
Предлагаемая моталка отличается тем, что устройство для направления проволоки и образования витка выполнено в виде эксцентричной подпружиненной втулки-волоки, совершающей .возвратно-поступательные перемещения в корпусе, а механизм укладки проволоки в бунт выполнен в виде равномерно расположенных по окружности относительно оси подачи проволоки ленточных транспортеров с закрепляемыми на них по дли-не с одинаковым шагом жесткими упорами, поддерживеющими витки проволоки. Для снятия напряжений скручивания в проволоке моталка снабжена регулируемыми роликами, установленными со стороны ленточных транспортеров.
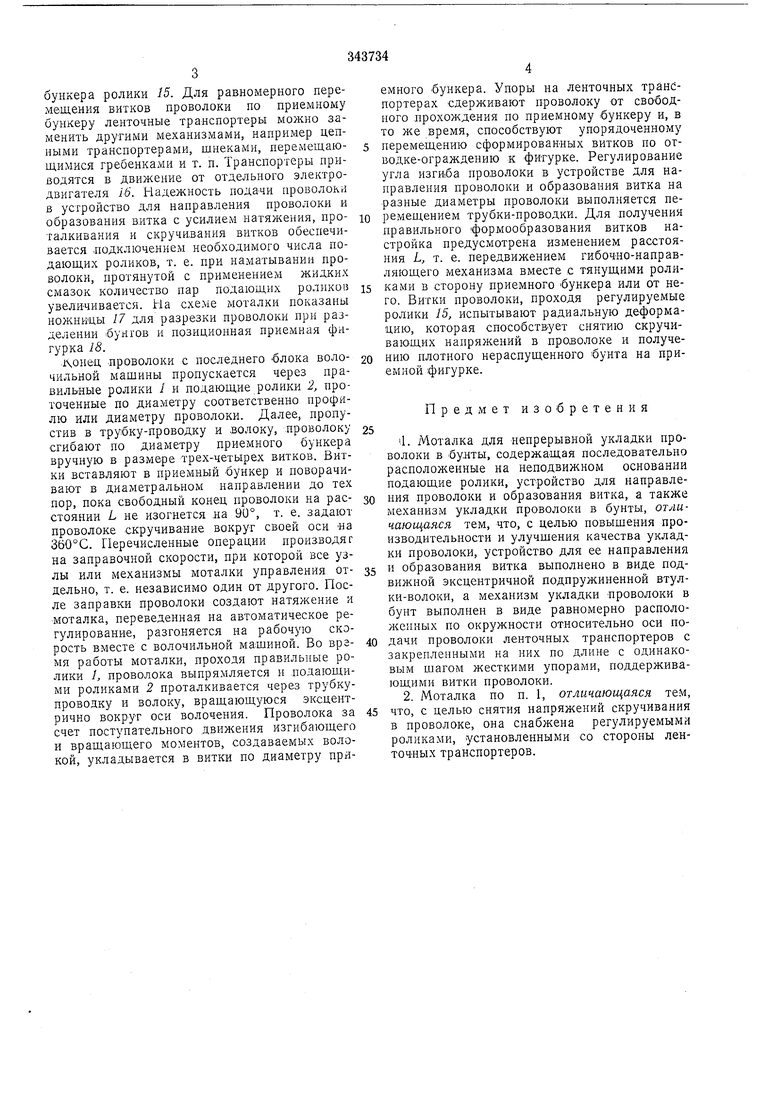
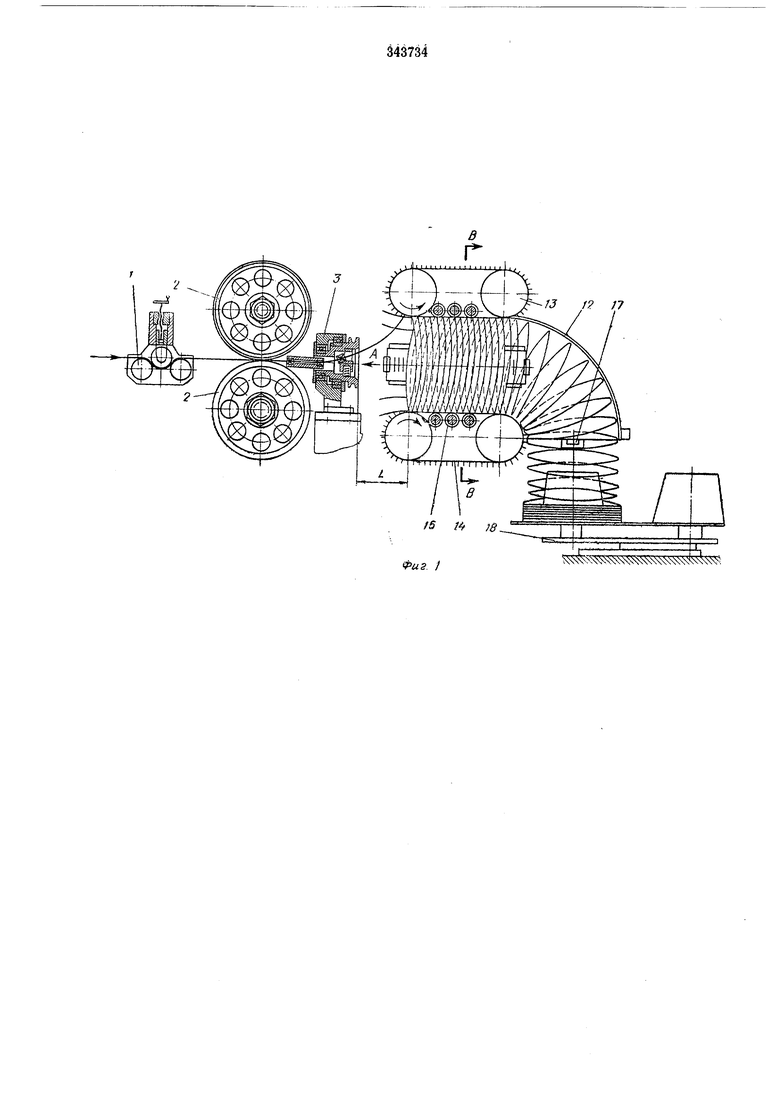
На фиг. 1 схематически изображена предлагаемая моталка; на фиг, 2 - вид по стрелке А на фиг, 1; на фиг, 3 - разрез Б-Б n-i фиг. 2; на фиг. 4 - разрез В-В на фиг. 1.
Моталка для непрерывного съема проволоки с волочильной мащины в бунты условно делится на две части. Первая включает в себя правильное устройство /, подающие ролики 2 и устройство для направления проволоки и образования витка 5; состоящее из корпуса 4, в котором на подщипниках качения вращается с помощью клиноременной или другой передачи вт1улка 5 с диском 6 н закрепленной в нем втулкой-волокой 7.
Для регулирования угла изгиба проволоки в радиальном направлении устройство для направления проволоки и образования витка имеет трубку-проводку 8, смещающуюся по оси волочения относительно корнуса этого механизма па небольщую величину. Во вращающейся втулке диск имеет паз, по которому скользит ползунок, поджимаемый пружиной 10, стопорящейся вставкой //. Другая часть моталки состоит из отводки-ограждения или приемного бункера 12 с перемещающимися по оси волочения тремя или более ленточными транспортерами 3, на которых закреплены жесткие упоры М. С внутренней стороны транспортеров или рядом установлены регулируемые в радиальном направлении 3 бункера ролики 15. Для равномерного перемещения витков проволоки по приемному бункеру ленточные транспортеры можно заменять другими механизмами, например цепными транспортерами, шнеками, перемещаю-5 щимися гребенками и т. п. Транспортеры приводятся в движение от отдельного электродвигателя 6. Надежность подачи проволоки в устройство для направления проволоки и образования влтка с усилием натяжения, про-ю талкивания и скручивания витков обеспечивается подключением необходимого числа подающих роликов, т. е. при наматывании проволоки, протянутой с применением жидких смазок количество пар подающих роликов15 увели-чивается. На схеме моталки показаны ножницы 17 для разрезки проволоки при разделении бунгов и позиционная приемная фигурка 18. Аонец проволоки с последнего блока воло-20 чильной мащины пропускается через правильные ролики 1 и подающ.ие ролики 2, проточенные по диаметру соответственно профилю или диаметру проволоки. Далее, пропуСТИВ в трубку-проводку и волоку, проволоку25 сгибают по диаметру приемного бункера вручную в размере трех-четырех витков. Витки вставляют в приемный бункер и поворачивают в диаметральном направлении до тех пор, пока свободный конец проволоки на рас-зо стоянии L не изогнется .на 90°, т. е. задают проволоке скручивание вокруг своей оси «а 360°С. Перечисленные операции произ.водяг на заправочной скорости, при которой все узлы или механизмы моталки управления от-35 дельно, т. е. независимо один от другого. После заправки проволоки создают натяжение и моталка, переведенная на автоматическое регулирование, разгоняется на рабочую скорость вместе с волочильной машиной. Во врэ-40 мя работы моталки, проходя правильные ролики /, проволока выпрямляется и .подающими роликами 2 проталкивается через трубкупроводку и волоку, вращающуюся эксцентрично вокруг оси волочения. Проволока за45 счет поступательного движения изгибающего и вращающего моментов, создаваемых волокой, укладывается в витки по диаметру при4емного -бункера. Упоры на ленточных транспортерах сдерживают проволоку от свободного .прохождения по приемному бункеру и, в то же время, способствуют упорядоченному перемещению сформированных витков по отводке-ограждению к фигурке. Регулирование угла изгиба проволоки в устройстве для направления проволоки и образования витка на разные диаметры проволоки выполняется перемещением трубки-проводки. Для .получения правильного формообразования витков настройка предусмотрена изменением расстояния L, т. е. передвижением гибочно-направляющего механизма вместе с тянущими роликами в сторону приемного бункера или от него. Витки проволоки, проходя регулируемые ролики 15, испытывают радиальную деформацию, которая способствует снятию скручивающих напряжений в проволоке и получению плотного нераспущенного бунта на приемной фигурке, Предмет изобретения . Моталка для иепрерывной укладки проволоки в бунты, содержащая последовательно расположенные на неподвижном основании подающие ролики, устройство для направления проволоки и образования витка, а также механизм укладки проволоки в бунты, отличающаяся тем, что, с целью повыщения производительности и улучшения качества укладки проволоки, устройство для ее направления образования витка выполнено в виде подвижной эксцентричной подпружиненной втулки-волоки, а механизм укладки -проволоки в бунт выполнен в виде равномерно располол енных по окружности относительно оси подачи проволоки ленточных транспортеров с закрепленными на ннх по длине с одинаковым щагом жесткими упорами, поддерживающими витки проволоки, 2. Моталка по п. 1, отличающаяся тем, что, с целью снятия напряжений скручивания в проволоке, она снабжена регулируемыми роликами, установленными со стороны ленточных транспортеров.
Б-6
fuz 3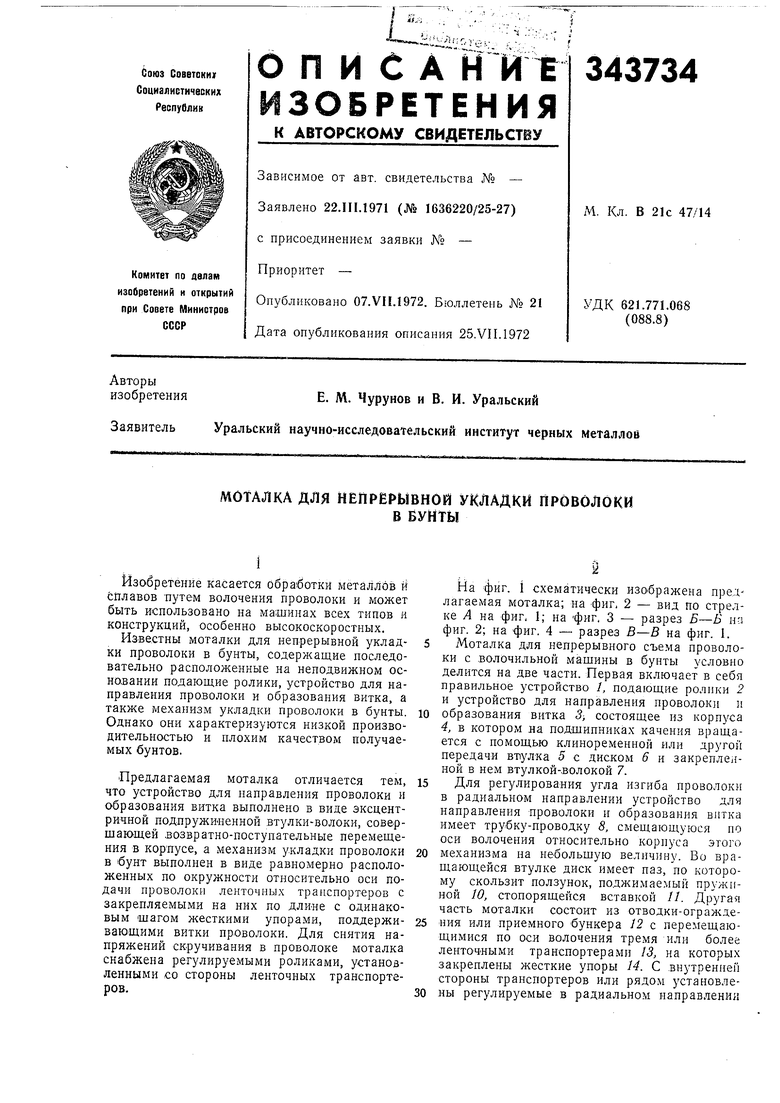
| название | год | авторы | номер документа |
|---|---|---|---|
| Моталка для безостановочного съема мягкой проволоки с волочильного стана | 1954 |
|
SU115392A1 |
| Проволочная моталка | 1978 |
|
SU766701A1 |
| МОТАЛКА ДЛЯ НЕПРЕРЫВНОГО СЪЕМА ПРОВОЛОКИ С ВОЛОЧИЛЬНОГО СТАНА В БУНТАХ | 1969 |
|
SU246462A1 |
| Моталка с осевой подачей проволоки | 1978 |
|
SU766702A1 |
| Стан для многократного волочения проволоки барабанного типа | 1983 |
|
SU1088836A1 |
| Проволочная моталка | 1980 |
|
SU893290A1 |
| Прямоточный волочильный стан для грубо-среднего волочения проволоки | 2019 |
|
RU2741395C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 2000 |
|
RU2179103C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2086380C1 |
| Устройство для обвязки кольцеобразных изделий проволокой | 1980 |
|
SU876500A1 |
} 75
/
