Известны моталки для непрерывного съема проволоки с волочильного стана с осевой подачей металла, включаюш,ие вводную арматуру, полый вал с конусным раструбом и устройство для сбора бунта в виде приемного бункера.
Предложенная моталка отличается от известных тем, что в полый вал вмонтированы один или несколько роликов с зазором по отношению к внутренней поверхности отводкиограждения, меньшим наименьшего диаметра сматываемой проволоки, и закреплены на осях с самоустанавливаюш,имися опорами. На наружной поверхности нолого вала выполнена винтовая канавка. Это позволяет повысить работосцособность и долговечность; узлов моталки, снизить ее металлоемкость.
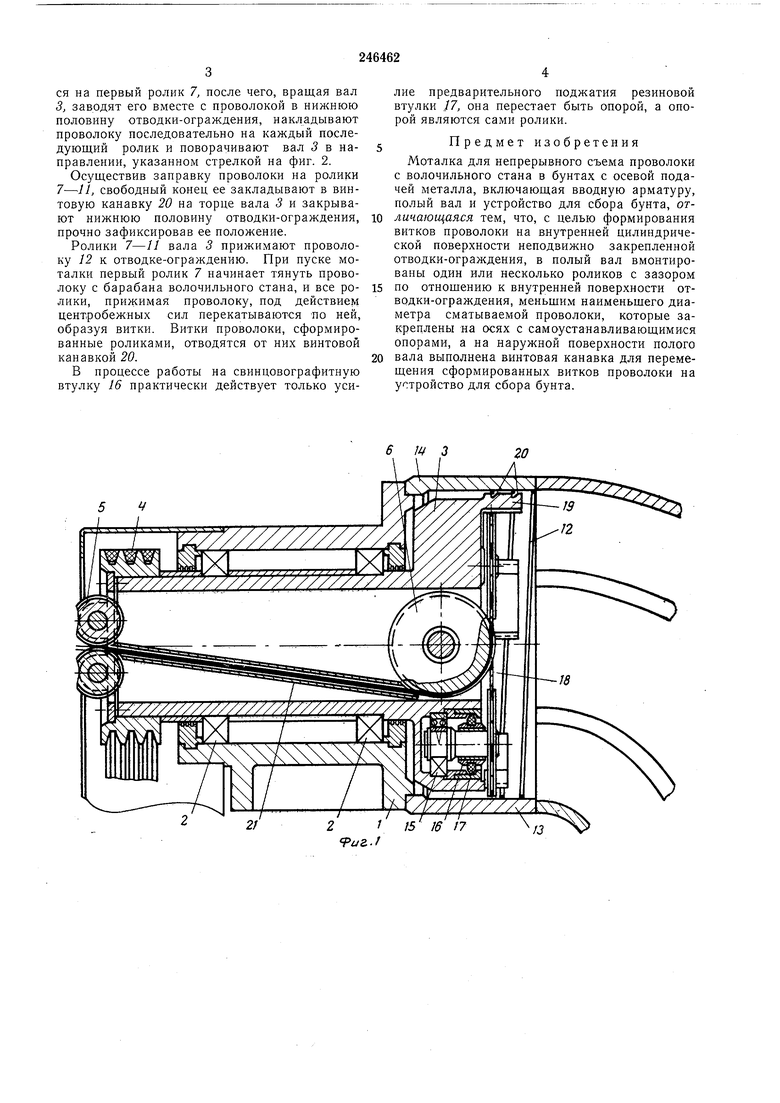
На фиг. 1 изображена .описываемая моталка, вертикальный разрез lio оси; на фиг. 2 - пустотелый вал с роликами; на фиг. 3 - участок иустотелого вала с роликами, вид сверху.
В корпусе / моталки на подшипниках 2 закреплен полый вал 3, приводимый во враш;ение клино-ременной передачей 4. На валу закреплены направляюшие ролики 5 и 6, а также ролики 7-11, осушествляюндие образование витков проволоки 12.на неподвижной отводке-ограждении, состоящей из двух половин 13 и 14, нижняя из которых 13 жестко закреплена на корпусе 1, а верхняя 14 во время заправки проволоки в моталку откидывается, открывая доступ к роликам.
Ролики зафиксированы в полом валу 3 на
двух опорах. Одной опорой является двухрядный сферический шарикоподшипник 15, относительно которого возможен некоторый перекос вала роликов 7-11, а другой опорой является свинцоБОграфитная втулка 16, опираюшаяся на тело вала 3 через упругую резиновую втулку 17.
Зазор между роликами и отводкой-ограждением должен быть меньше минимального диаметра проволоки из сортамента волочилгного стана с тем, чтобы при заправке проволоки резиновые-втулки 17 подл имались., спчдавая предварительное прижатие проволоки 12 к отводке-ограждению.
На торце вала 3 сделаны прорези 18 для установки роликов 7-//, а на зубьях 19 сделана винтовая канавка 20 в виде упорной резьбы, которая служит для перемещения сформированных витков проволоки от зоны роликов
но отводке.
Конец проволоки пропускается через ролики 5 по проводке 21 на ролик 6. Вытягивается конец проволоки НС длине, несколько большей двух витков. Откидывается верхняя половина
ся на первый ролик 7, после чего, вращая вал 3, заводят его вместе с проволокой в нижнюю половину отводки-ограждения, накладывают проволоку последовательно на каждый последующий ролик и поворачивают вал 3 в направлении, указанном стрелкой на фиг. 2.
Осуществив заправку проволоки на ролики 7-11, свободный конец ее закладывают в винтовую канавку 20 на торце вала 3 и закрывают нижнюю половину отводки-ограждения, прочно зафиксировав ее положение.
Ролики 7-11 вала 3 прижимают проволоку 12. к отводке-ограждению. При пуске моталки первый ролик 7 начинает тянуть проволоку с барабана волочильного стана, и все ролики, прижимая проволоку, под действием центробежных сил перекатываются ло ней, образуя витки. Витки проволоки, сформированные роликами, отводятся от них винтовой канавкой 2,0.
В процессе работы на свинцовографитную втулку 16 практически действует только усилие предварительного поджатия резиновой втулки 17, она перестает быть опорой, а опорой являются сами ролики.
Предмет изобретения
Моталка для непрерывного съема проволоки с волочильного стана в бунтах с осевой подачей металла, включающая вводную арматуру, полый вал и устройство для сбора бунта, отличающаяся тем, что, с целью формирования витков проволоки на внутренней цилиндрической поверхности неподвижно закрепленной отводки-ограждения, в полый вал вмонтированы один или несколько роликов с зазором
по отнощению к внутренней поверхности отводки-ограждения, меньщим наименьшего диаметра сматываемой проволоки, которые закреплены на осях с самоустанавливающимися опорами, а на наружной поверхности полого
вала выполнена винтовая канавка для перемещения сформированных витков проволоки на устройство для сбора бунта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Проволочная моталка | 1978 |
|
SU766701A1 |
| МОТАЛКА ДЛЯ НЕПРЕРЫВНОЙ УКЛАДКИ ПРОВОЛОКИВ БУНТЫ | 1972 |
|
SU343734A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
| Способ формирования бунта катанки на моталке с вертикальным намоточным валом | 1987 |
|
SU1412830A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 2000 |
|
RU2179103C2 |
| Моталка для безостановочного съема мягкой проволоки с волочильного стана | 1954 |
|
SU115392A1 |
| Моталка для непрерывной смотки проволоки | 1990 |
|
SU1733154A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| МОТАЛКА ДЛЯ МЕТАЛЛИЧЕСКОЙ КАТАНКИ ИЛИ ТЯНУТОЙ ПРОВОЛОКИ И/ИЛИ ПРУТКА | 2006 |
|
RU2355495C1 |
| Моталка с осевой подачей проволоки | 1978 |
|
SU766702A1 |

13
//
/
19
J8
. иг J
