(54) МОТАЛКА С ОСЕВОЙ ПОДАЧЕЙ ПРОВОЛОКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Формующая проводка для проволочной моталки | 1978 |
|
SU683823A1 |
| Проволочная моталка | 1978 |
|
SU766701A1 |
| Виткообразующая проводка для проволочной моталки | 1978 |
|
SU683824A1 |
| Проволочная моталка | 1982 |
|
SU1031553A1 |
| Барабан для намотки проволоки | 1979 |
|
SU804059A1 |
| Проволочная моталка | 1982 |
|
SU1140847A1 |
| Проволочная моталка | 1980 |
|
SU893290A1 |
| Устройство для смотки сортового профиля | 1983 |
|
SU1144741A1 |
| Моталка для безостановочного съема мягкой проволоки с волочильного стана | 1954 |
|
SU115392A1 |
| МОТАЛКА ДЛЯ МЕТАЛЛИЧЕСКОЙ КАТАНКИ ИЛИ ТЯНУТОЙ ПРОВОЛОКИ И/ИЛИ ПРУТКА | 2006 |
|
RU2355495C1 |
1
Моталка с осевой подачей проволоки относится к области обработки металлов давлением и, в частности, может быть использована при намотке в бунты проволоки в линиях прокатных станов.
Известна моталка с осевой продачей про- s волоки, содержащая ведущий вал с приводом его вращения и установленную на нем формующую проводку для проволоки 1.
При этом с целью регулирования плотности бунта выходная часть формующей ° проводки выполнена конической.
Недостаток известной моталки заключается в той, что она не обеспечивает качественной намотки бунта ни в смысле плотности, ни в смысле упорядоченности рас- 5 положения витков бунта.
Указанный недостаток объясняется тем, что привод вращения ведущего вала не имеет системы регулирования скорости вращения для изменения радиуса формуемых витков по определенному закону. В 20 результате образуются витки постоянного радиуса, которые укладываются в приемном барабане неопределенным образом. Выходная же часть формующей проводки, выполненная конической, позволяет лищь изменяться углу выхода витка из нее, но не раскладывает принудительно витки в приемном барабане.
Известна также моталка с осевой подачей проволоки, содержащая станину, смонтированный в станине ведущий вал с приводом его вращения, установленную на валу формующую проводку и механизм принудительного изменения радиуса витков проволоки с приводом 2.
Недостатком известной моталкн является невысокое качество намотки бунта.
Указанные недостаток объясняется тем, что радиус выходной части формующей проводки остается постоянным, а радиус самого витка принудительно изменяется благодаря тому, что он ограничивается конусным кожухом в различных его сечениях соотвественно положению перемещаемой вдоль оси формующей проводки.
Таким образом, конусный кожух служит неподвижным отбойником, о который ударяются формируемые витки проволоки, что нередко приводит к возникновению ударной волны и распространению ее вдоль оси проволоки. Это явление приводит в свою очередь к нарушению процесса (к так называемой бурежке), или к снижению качества намотки бунта в виде появления на витках так называемой змейки.
Целью изобретения является повышение качества намотки.
Поставленная цель достигается тем, что механизм принудительного изменения радиуса витков проволоки выполнен в виде подпружиненной раскладывающей проводки, входной конец которой шарнирно связан с ведущим валом копира, установленным соосно с ведущим валом и привода вращения копира вокруг ведущего вала, электрически связанного с приводом вращения ведущего вала, а также опорного ролика, смонтированного на выходном конце раскладывающей проводки, имеющего возможность взаимодействия с копиром.
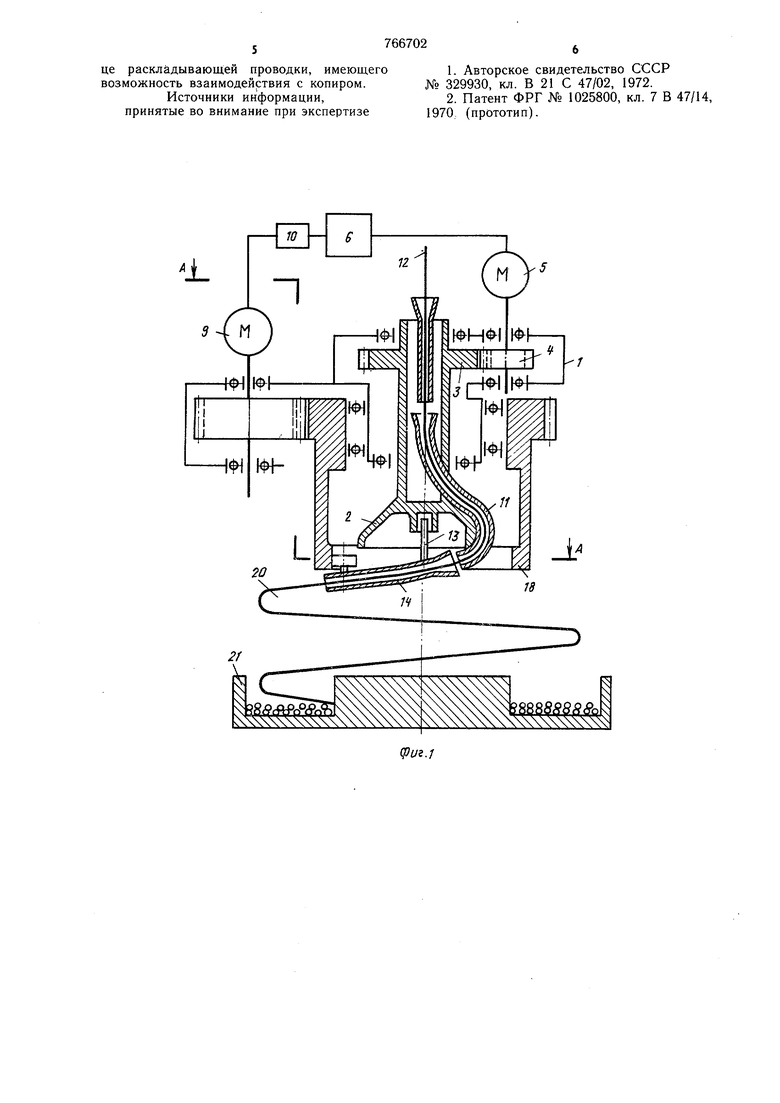
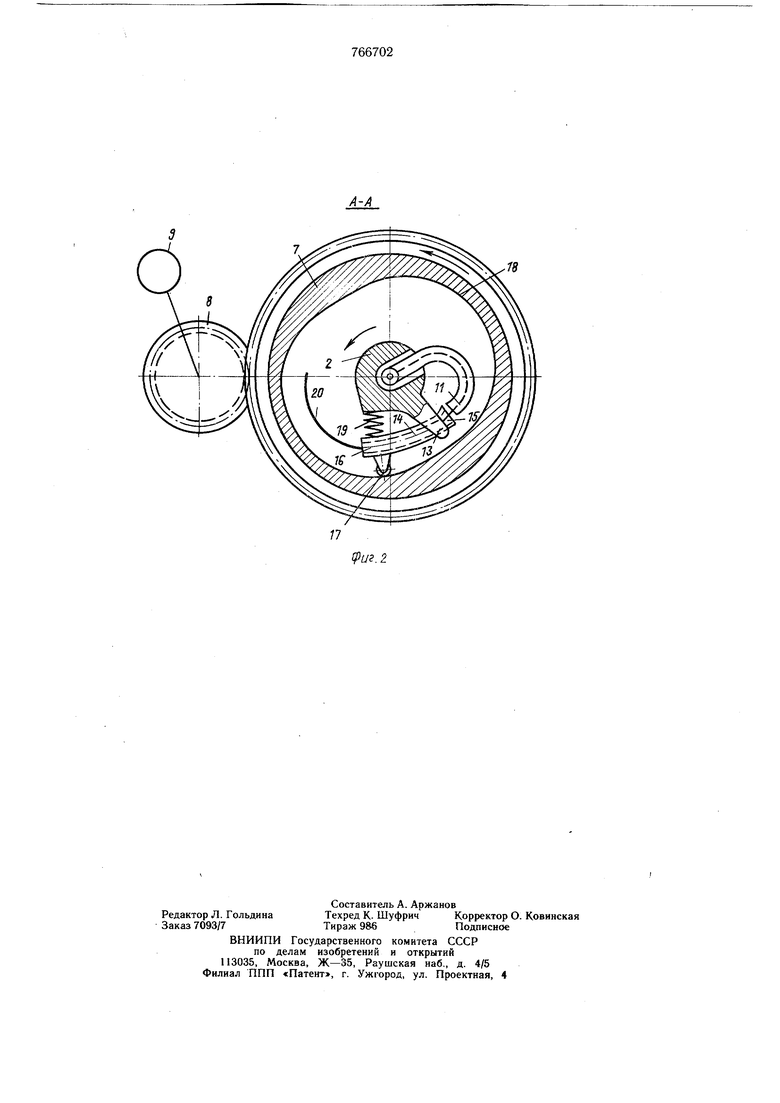
На фиг. 1 изображена схема моталки в продольном разрезе; на фиг. 2 - разрез А-А на фиг. 1.
Моталка состоит из станины 1, в которой смонтирован ведущий вал 2, кинематически связанный через зубчатые колеса 3 и 4 с электродвигателем 5, электрически связанным с программным устройством 6, служащим для изменения скорости вращения ведущего вала по определенному закону. Соосно ведущему валу 2 в опорах станины 1 смонтирован копир 7, кинематически связанный через зубчатую передачу 8 с электродвигателем 9, электрически связанным через блок 10 синхронизации с программным устройством 6. На ведущем валу 2 установлена формующая проводка 11 для проволоки 12.
С ведущим валом 2 с помощью шарнира 13 связана раскладывающая проводка 14 своим входным концом 15, а на выходном ее конце 16 с возможностью вращения смонтирован опорный ролик 17, контактирующий с криволинейной внутренней поверхностью 18 копира 7. Раскладывающая проводка 14 подпружинена с помощью пружины 19. Для приема сформованных витков 20 установлен приемный барабан 21.
При этом профиль копира 7 выполнен симметричным и замкнутым с предельными точками, обеспечивающими укладку витков на максимальном и минимальном диаметре.
Моталка работает следующим образом.
Электродвигатель 5 вращает ведущий вал 2 с формующей проводкой 11 с переменной угловой скоростью по заданному закону, обеспечиваемому программным устройством 6. Это необходимо для формирования витков переменного радиуса и обеспечения плотности бунта. Электродвигатель 9 вращает копир 7 также с переменной угловой скоростью по заданному закону, обеспечиваемому программным устройст1вом 6 и блоком 10 синхронизации. При этом копир 7 вращается в том же направлении.
что и формующая проводка 11, но с несколько большей скоростью. Так, если программа настроена на укладку в одном слое 25-ти витков, то за время 25-ти оборотов формующей проводки 11 копир 7 совершит 254 оборота и таким образом относительное их перемещение составит 4 оборота. При этом криволинейная внутренняя поверхность 18 копира 7 выполнена так, что на 4 окружности радиус ее от центра вращения равномерно изменяется от мини0 мального до максимального.
В результате за 25 оборотов формующей проводки 11 выходной конец 16 раскладывающей проволоки 14 совершит один ход соответственно интервалу регулирования радиуса витков.
Проволока 12 от прокатного стана поступает в формующую проводку 11, которая при вращении на каждый оборот формирует виток проволоки, проходящий затем в раскладывающую проводку 14, которая,
0 вращаясь совместно с формующей проводкой И, благодаря контакту ролика 17 с криволинейной внутренней поверхностью 18 копира 7 совершает качания относительно шарнира 13 и раскладывает витки 20 в приемный барабан 21. При этом, благодаря синхронизации скоростей вращения копира 7 и ведущего вала 2 с формующей проводкой 11 и раскладывающей проводкой 14, положение выходного конца 16 раскладывающей проводки 14 соответствует радиусу
) сформованного витка.
Таким образом, обеспечивается упорядоченная укладка витков проволоки в приемный барабан, что повышает качество намотки. Это позволяет получать плотные тяжелб5 весные бунты, размотка которых при дальнейшей их переработке, например, в волочильных цехах значительно улучшается. При этом сокращаются простои волочильного оборудования и увеличивается его производительность на 15-20%.
Формула изобретения
Моталка с осевой подачей проволоки, содержащая станину, смонтированный в станине ведущий вал с приводом его вращения, установленную на валу формующую проводку и механизм принудительного изменения радиуса витков проволоки с приводом, отличающаяся тем, что, с целью повышения качества намотки, механизм принудительного изменения радиуса витков проволоки выполнен в виде подпружиненной раскладывающей проводки, входной конец которой шарнирно связан с ведущим валом копира, установленного соосно с ведущим валом и привода копира вокруг ведущего вала, электрически связанного с приводом вращения ведущего вала, а также опорного ролика, смонтированного на выходном конце раскладывающей проводки, имеющего возможность взаимодействия с копиром.
Источники информации, принятые во внимание при экспертизе
f8
