Изобретение относится к обработке металлов давлением, а именно к способам получе ния профилей волочением с подпором.
Известен способ изготовления профилей из труднодеформируемых материалов волочением с подпором. Этим снособом .нельзя получить профили с точной формой сечения, так как усилие подпора в них является вспомогательным.
Целью изобретения является повышение точности формы сечения профилей из труднодеформируемых материалов.
Для этого процесс осуществляют при усилии подпора, большем усилия волочения на величину от 3 до 15%. При этом заготовку нагревают.
Этим способом можно изготавливать жесткие фасонные профили из титановых, жаропрочных сплавов и легированных сталей.
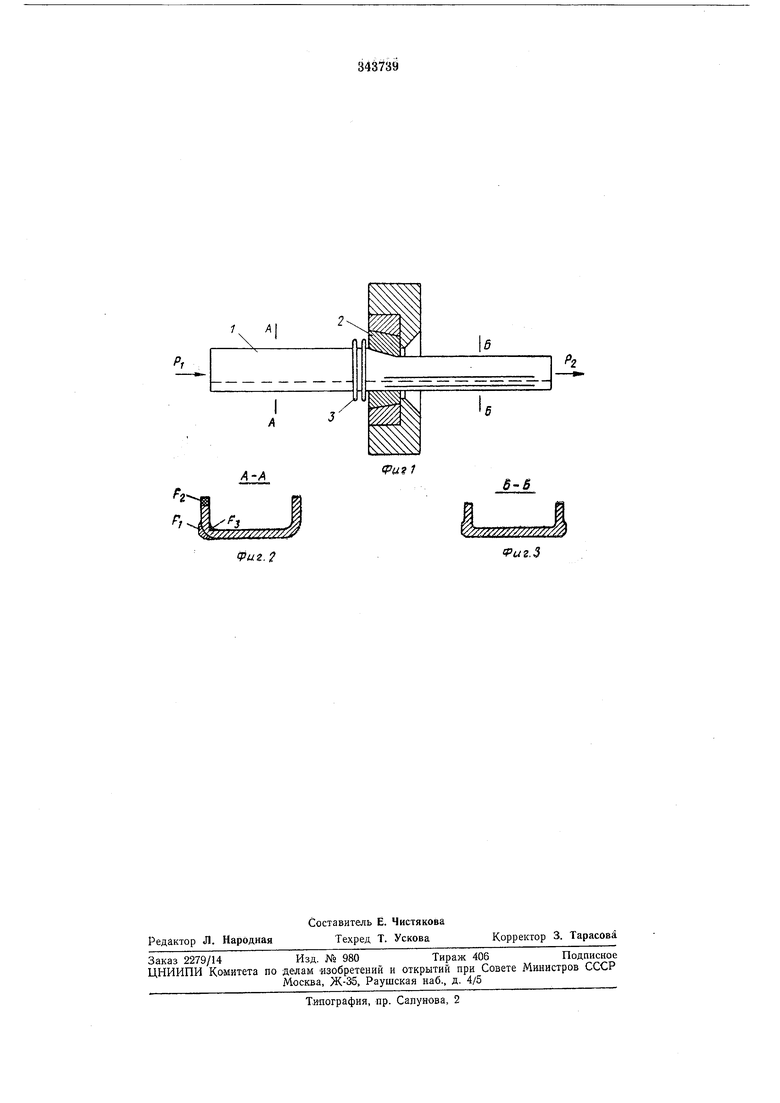
На . 1 показана схема процесса; на фиг. 2 - сечение профиля по А-Л на фиг. 1; на фиг. 3 - сечение по Б-Б на фиг. 1.
Способ заключается в следующем. Из листа нарезают ровные лолосы, которые изгибают штампом в профиль нулевого сечения. Один конец профиля обрабатывают так, чтобы он мог войти в фильеру и выйти из нее на длину, достаточную для захвата. В случае необходимости профиль покрывают смазкой.
Подготовленный таким образом профиль 1 пропускают через разъемную фильеру 2. Для облегчения формообразования целесообразно нагревать одновременно деформируемые участки профиля и рабочую часть фильеры при помощи нагревателей 5. Сечение профиля (см. фиг. 3) формируется из сечения профиля (см. фиг. 2) путе.м перемещения в фильере 2 объемов металла из участков сечения Pz и Рз в участок FI.
Такое перемещение осуществляется в рабочей полости фильеры в результате совместного действия толкающей силы PI (подпора) и тянущей силы PZ (волочения) при их приГ)
мерном соотношении ,03-:-1,15.
Предмет изобретения
Способ изготовления профилей из трудно деформируемых материалов волочением с подпором, отличающийся тем, что, с целью повышения точности формы сечения изделий, процесс осуществляют при усилии подпора, большем усилия волочения на величину от 3 до 15%, при этом заготовку нагревают.
1 А
А-А
Фиг. 2
(Риг 1
6-S
У/7 Л//7//////Л/.
Vuz.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей из труднодеформируемых листовых материалов и устройство для его осуществления | 1982 |
|
SU1114482A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ МАТЕРИАЛОВ И ВОЛОЧИЛЬНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2226441C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ С ПЕРФОРИРОВАННЫМИ ОТВЕРСТИЯМИ | 2012 |
|
RU2503516C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
| Способ изготовления тонкостенных профилей и устройство для его осуществления | 1984 |
|
SU1215792A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ ЗАГОТОВОК И АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2269392C1 |
| Способ формовки гнутых листовых профилей | 1981 |
|
SU1009559A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОЙ НИКЕЛИД-ТИТАНОВОЙ ПРОВОЛОКИ | 2012 |
|
RU2502823C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| СПОСОБ ФОРМИРОВАНИЯ СОРТОВОГО ПРОФИЛЯ В ЗАКРЫТЫХ КАЛИБРАХ | 2014 |
|
RU2582839C1 |