Изобретение отностися к области сварки.
Известен способ дуговой сварки в среде защитных газов неплавящимся электродом погруженной дугой без подачи присадочной проволоки. Недостатками этого способа являются необходимость применения дополнительного «облицовочного прохода с применением присадки или без нее для придания шву товарного внда, а также невозможность одновременной (при первом проходе) подачи присадочной проволоки, в результате чего металл щва, особенно на высокопрочных сплавах, имеет низкие пластические свойства.
Предложенный способ отличается от нзвестпого тем, что процесс сварки осуществляют по щелевидиой разделке свариваемых кромок, которой равна диаметру присадочной проволоки, а глубина равна половине толщины соединяемых деталей, при этом нрисадочную проволоку перед вводом в зону дуги располагают на глубине разделки параллельно ианравлению сварки.
Такое ведение процесса позволяет получать однопроходные сварные соединения компактного сечення с уснлением сварного шва необходимых размеров и с заданным и идентичным но высоте щва химическим составом.
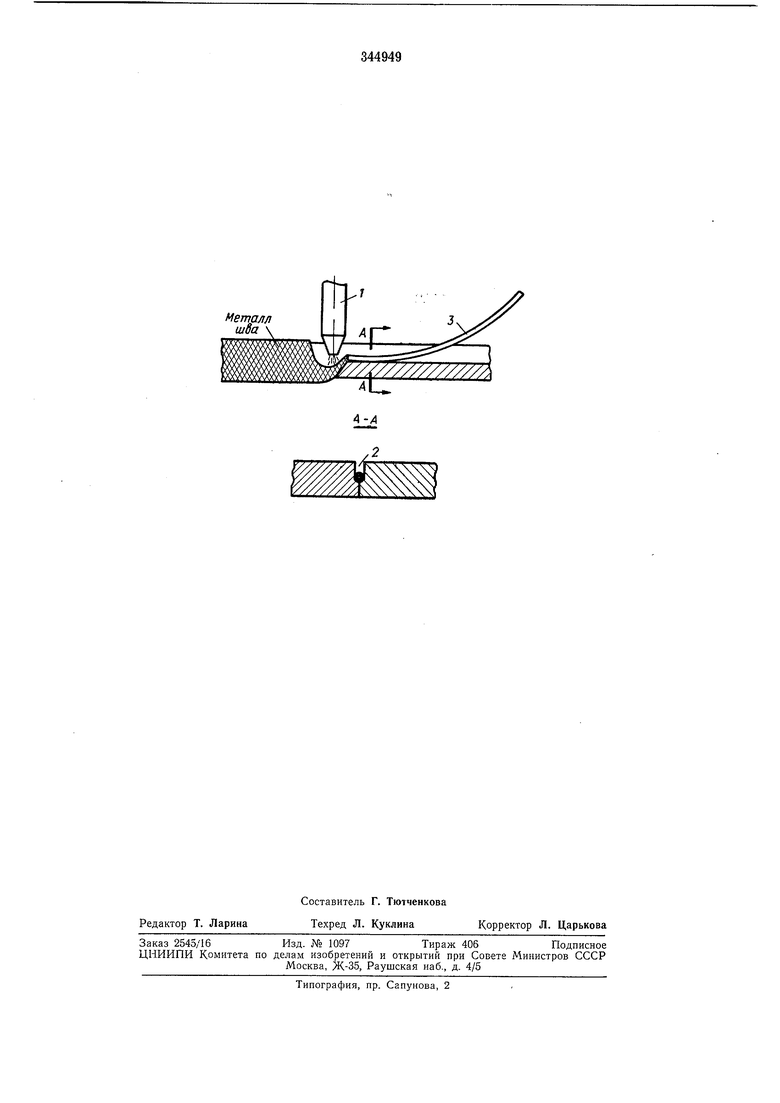
сварки ногруженноГ дугой но щелевидиой разделке.
Сварка осуществляется в один проход путем углубления вольфрамового электрода 1 в щелевидную разделку 2 после зажпгання дуги. Одновременно по щелевидной разделке в зону горения дуги подается присадочпая проволока 3. 1Целев 1диая разделка облегчает заглубление вольфрамового электрода в свариваемый металл.
В результате иодачи присадочной проволоки происходит равномерное разбавление основного металла но высоте щва и формирование уснления шва необходимых размеров.
Предмет изобретения
Способ дуговой сварки в среде защитных газов ненлавящнмея электродом погруженной дугой с подачей прпсадочной проволоки, отличающийся тем, что, с целью повышения качества сварки, ее осуществляют по щелевидной разделке свариваемых кромок, щирина которых равна диa гeтpy присадочной проволоки, а глубина - ноловиие толщины соединяемых деталей, при присадочную проволоку перед вводом в зону дуги располагают на глубине разделкн параллельно направлению сваркн.
Металл шва 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1981 |
|
SU965661A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ДЕТАЛЕЙ ПОД ДУГОВУЮ СВАРКУ СТЫКОВОГО СОЕДИНЕНИЯ | 2012 |
|
RU2524285C2 |
| Способ гибридной лазерно-дуговой сварки | 2017 |
|
RU2640105C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2262425C1 |
| Способ дуговой сварки в защитных газах в узкую разделку с поперечными колебаниями электрода | 1986 |
|
SU1323288A1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ СТЫКОВ ТОЛСТОЛИСТОВЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2578303C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |