Изобретение относится к автоматической сварке активных металлов в среде инертных газов погруженным вольфрамовым электродом и может быть использовано в машиностроении при сварке соединений преимущественно повышенной толщины.
Известно, что для сварки поверхностной дугой соединений толщиной более 6-8 мм используют многопроходную сварку с различной подготовкой кромок свариваемых деталей (ГОСТ 8713-70 "Швы сварных соединений. Автоматическая и полуавтоматическая сварка").
Недостатком известного способа является опасность ухудшения качества сварного шва из-за окисления (при нарушении по каким-либо причинам защиты шва) поверхности валика и переходе оксидов в металл шва при последующем проходе. Неоднократная зачистка поверхности сварного шва перед каждым проходом с последующим обезжириванием и просушкой приводит к нежелательному увеличению длительности производственного процесса.
Наиболее близким к заявленному техническому решению, принятому за прототип, является способ сварки титановых сплавов погруженным вольфрамовым электродом по щелевому зазору, заполненному гранулированным присадочным материалом (см. SU 1838061 A1, B 23 K 9/167, 30.08.1993).
К недостаткам известного способа можно отнести отсутствие возможности однопроходной сварки соединений, толщина которых превышает предельную для выбранного сварочного оборудования (источника питания).
Заявленное изобретение направлено на расширение технологических возможностей способа сварки погруженным вольфрамовым электродом за счет увеличения предельной толщины свариваемых деталей.
Сущность заявленного изобретения состоит в том, что в способе многопроходной автоматической дуговой сварки титановых сплавов погруженным вольфрамовым электродом по щелевому зазору, при котором используют гранулированный присадочный материал, засыпаемый перед сваркой в щелевой зазор, на свариваемых кромках выполняют вырез, который при сборке деталей с щелевым зазором формируется в виде П-образной разделки кромок с отношением глубины разделки к ее ширине менее 1, при этом острые углы разделки скругляют.
Кроме того, в данном способе для гарантированного заполнения П-образной разделки расплавленным металлом второй и третий проходы осуществляют на одинаковом режиме с соблюдением следующих соотношений Н·k≤30 и у=(Е+2Н)/2,
где Н - глубина П-образной разделки, мм;
Е - ширина П-образной разделки, мм;
k - коэффициент формы проплава;
у - смещение вольфрамового электрода от оси стыка, мм.
Кроме того, в данном способе округление кромок П-образной разделки выполняют соответствующим форме поперечного сечения сварного шва при втором и третьем проходах.
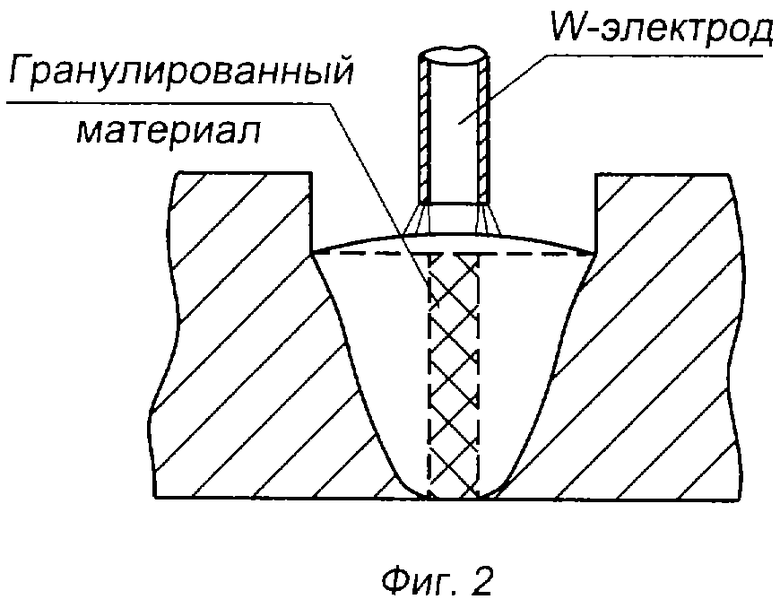
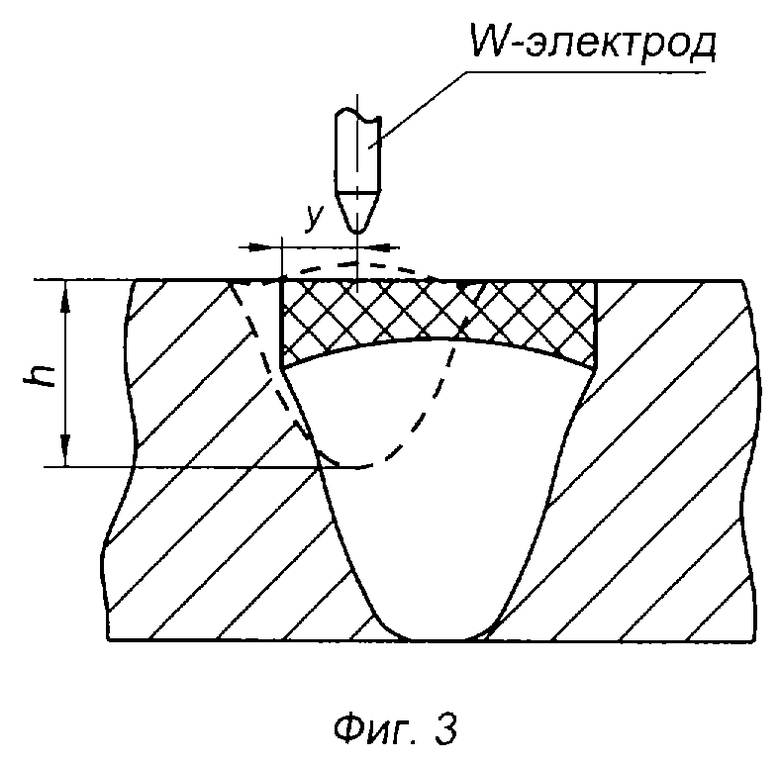
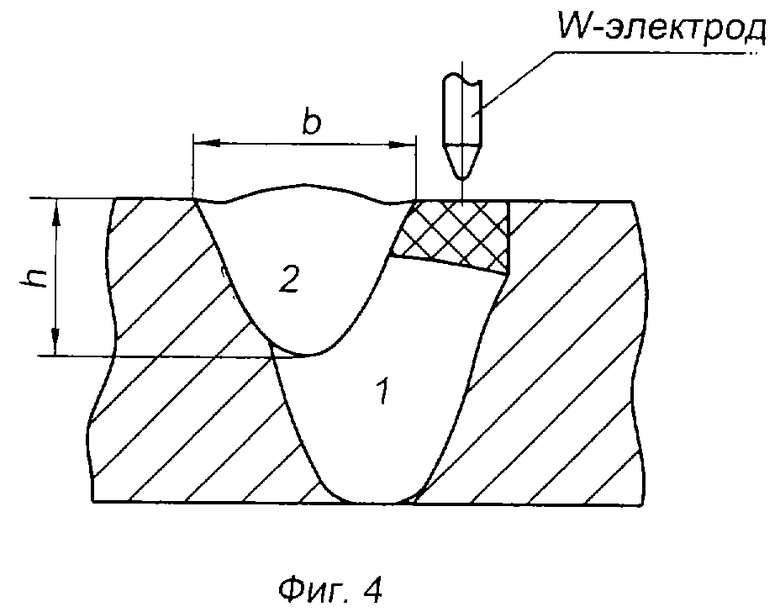
Изобретение поясняется чертежами, где на фиг.1 представлены свариваемые кромки с П-образным вырезом, собранные со щелевым зазором для случая двусторонней сварки; на фиг.2 - выполнение первого прохода; на фиг.3 - выполнение второго прохода; на фиг.4 - выполнение третьего прохода; на фиг.5 - порядок выполнения проходов при двусторонней сварке.
Основные геометрические параметры разделки кромок (Е, Н и t) зависят от толщины свариваемого металла δ и особенностей применяемой сварочной аппаратуры. Ширина П-образной разделки Е составляет сумму выборок на обеих кромках S и ширины щелевого зазора t. Значение Е выбирают равным ширине сварного шва (в его верхней части), b - при втором и третьем проходе или с небольшими отклонениями от b. В П-образной разделке наибольшую опасность для гарантированного провара представляют острые углы (показаны пунктиром на фиг.1). Поэтому острые углы скругляют, а угол наклона округления выбирают исходя из коэффициента формы проплава k или экспериментально.
Способ автоматической дуговой сварки титановых сплавов погруженным электродом осуществляют следующим образом. На свариваемых кромках выполняют заранее такой вырез, который при сборке деталей со щелевым зазором формируется в виде П-образной разделки кромок с отношением глубины разделки к ее ширине менее 1. Затем щелевой зазор заполняют гранулированным присадочным материалом и выполняют первый проход (фиг.2) с минимально возможным значением коэффициента формы проплава.
В случае необходимости поверхность сварного шва после первого прохода зачищают металлической щеткой с последующим обезжириванием и заполняют П-образную разделку гранулированным материалом того же состава, что и в щелевом зазоре, или другого химического состава. Для гарантированного проплавления стенок разделки и последующего перекрытия проваров от второго и третьего проходов электрод устанавливают со смещением от оси стыка у=(Е+2Н)/2 (фиг.3), а коэффициент формы проплава k подбирают в зависимости от глубины выборки Н по формуле Н·k≤30. Коэффициент формы проплава изменяют в нужном направлении путем изменения геометрических параметров вольфрамового электрода и величиной его заглубления. Третий проход осуществляют на том же режиме, что и второй (фиг.4).
Предлагаемый способ сварки с использованием погруженного вольфрамового электрода позволяет в 1,5 раза увеличить толщину свариваемого металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| Способ дуговой сварки неплавящимся электродом | 1981 |
|
SU1183320A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ | 1999 |
|
RU2158668C2 |
| Способ изготовления сварных соединений | 1986 |
|
SU1388236A1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2049620C1 |
| Способ дуговой многопроходной сварки труб | 1983 |
|
SU1143554A1 |
| Способ автоматической сварки стыковых соединений неплавящимся электродом | 1976 |
|
SU603524A1 |
| Способ дуговой сварки | 1990 |
|
SU1690997A1 |
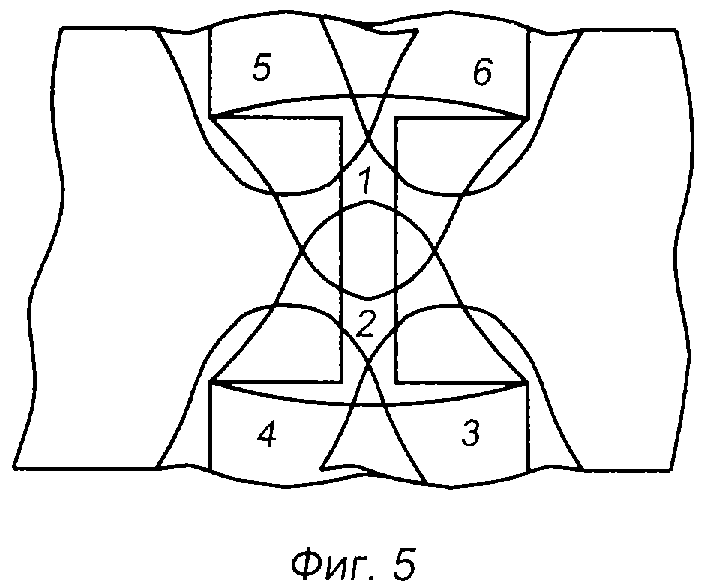
Изобретение относится к автоматической сварке соединений повышенной толщины из титановых сплавов в среде инертных газов погруженным вольфрамовым электродом. На свариваемых кромках выполняют вырез, который при сборке деталей с щелевым зазором формируется в виде П-образной разделки кромок. Отношение глубины разделки к ее ширине менее 1. Острые углы разделки скругляют. Перед сваркой в щелевой зазор засыпают гранулированный присадочный материал и выполняют первый проход с минимально возможным значением коэффициента формы проплава. Для гарантированного проплавления стенок разделки второй и третий проходы осуществляют на одинаковом режиме, а электрод устанавливают со смещением от оси стыка. В случае двусторонней сварки последовательность выполнения проходов следующая: сначала (1) и (2) проходы, затем (3), (4), (5) и (6) проходы. Это позволит расширить технологические возможности способа сварки погруженным вольфрамовым электродом за счет увеличения предельной толщины свариваемых деталей. 2 з.п. ф-лы, 5 ил.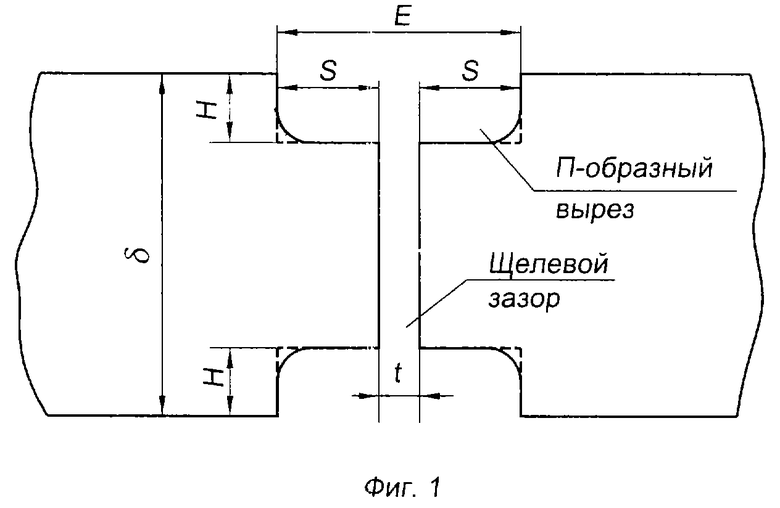
| Способ сварки погруженным электродом деталей по щелевому зазору | 1991 |
|
SU1838061A3 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2133178C1 |
| Способ сварки под флюсом | 1974 |
|
SU496128A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

